Active Member
|
[China]

Address: No.808, Panhua Plaza, Zhangjiagang, Jiangsu Province, China
Contact name:John Chen

Suzhou Vanforge Metals Co., Ltd. |

|
|
20MnMoNi4-5 is a weldable fine grained steel for higher temperature service. It is characterised by high 0.2% proof stress at elevated temperatures. 20MnMoNi4-5 is produced using basic oxygen steelmaking process. Its properties are achieved by water quenching and tempering.
20MnMoNi4-5 is applied as plate or formed part for boilers and pressure vessels operating at temperatures of - 20 °C to 400 °C.
Product description
Range of application
20MnMoNi4-5 pressure vessel steel, Material No. 1.6311, is standardized in EN 10028, part 2 and approved in accordance with VdTÜV-material data sheet 440/1 for supervised installations in thicknesses of 30 up to 250 mm.
Applications:
• Boiler installations in accordance with Technical Rules TRD 101, EN 12952 etc. for temperatures up to 375 °C.
• Pressure vessel installations in accordance with the AD 2000-Merkblätter series W and HP for temperatures of - 10 °C to 375 °C.
This material data sheet applies to heavy plates with thicknesses from 30 to 250 mm.
Chemical analysis in %
For the chemical analysis the following limiting values are applicable, max.:
| C | Si | Mn | P | S | N | Al | Ni | Mo | Cr | Cu | V |
| 0.13-0.25 | 0.10-0.46 | 0.95-1.60 | 0.025 | 0.013 | 0.014 | 0.010-0.055 | 0.35-0.85 | 0.41-0.64 | 0.25 | 0.25 | 0.02 |
Fully killed steel with metallurgical treatment in the ladle and vacuum degassing on tank degassing unit.
Delivery condition
Unless otherwise agreed: water quenched and tempered
If the heat treatment is to be performed during processing, the plates can be delivered in the normalized condition, and in exceptional cases in the as rolled condition by special agreement before the order. In this case testing of the mechanical properties is provided on the basis of separately heat treated specimens.
Mechanical properties in the delivery condition (water quenched + tempered condition)
Tensile test at ambient temperature (transverse test specimens) in accordance with EN 10002-1
| Plate thickness | Yield strength ReH | Tensile strength Rm | Elongation A5 |
| [mm] | [MPa], minimum | [MPa] | %, minimum |
| ≤ 40 | 470 | 590 - 750 | 18 |
| > 40 ≤ 60 | 460 | 590 - 730 | 18 |
| > 60 ≤ 100 | 450 | 570 - 710 | 18 |
| > 100 ≤ 150 | 440 | 570 - 710 | 18 |
| > 150 ≤ 250 | 400 | 560 - 700 | 18 |
The fulfilment of one of the three quality classes Z15, Z25 or Z35 in accordance with EN 10164 or similar standards can be stipulated on the order.
Hot tensile test (transverse test specimens) in accordance with EN 10002-5
| Plate thickness | Minimum yield strength Rp0,2 [MPa] at test temperature | ||||
| [mm] | 100 °C | 200 °C | 300 °C | 350 °C | 400 °C |
| ≤ 40 | 448 | 432 | 415 | 402 | 384 |
| > 40 ≤ 60 | 438 | 423 | 406 | 394 | 375 |
| > 60 ≤ 100 | 429 | 413 | 398 | 385 | 367 |
| > 100 ≤ 150 | 419 | 404 | 389 | 377 | 359 |
| > 150 ≤ 250 | 381 | 367 | 353 | 342 | 327 |
Unless otherwise agreed the test is performed at 300 °C.
Impact test with Charpy-V transverse specimens in accordance with EN 10045-1
| Test temperature in °C | - 20 | 0 | + 20 |
Minimum impact value Av in J: Average/lowest individual value: | 27/19 | 40/28 | 50/35 |
Other test temperatures respectively minimum values can be agreed upon inquiry.
Testing
Sampling, testing method and tests are in accordance with the provisions in VdTÜV-material data sheet 440/1.
Unless otherwise agreed the following tests are performed:
| tests | acceptance unit |
• Tensile test at ambient temperature, transverse specimens, acc. EN 10002-1 • Impact test Charpy-V, transverse specimens, at 0 °C acc. EN 10045-1 | per rolled plate ≤ 15 m at one end, ¼ width > 15 m at both ends, ¼ width |
| • Hot tensile test at elevated temperatures, transverse specimens, at 300 °C acc. EN 10002-5 | per heat at one end, ¼ width; for orders in accordance with AD 2000 W1 per heat and dimensional range |
| • material identity test per rolled plate | per rolled plate |
| • upon request: product analysis per heat | per heat |
Type/location of specimen:
| Tensile test at ambient temperature | Hot tensile test | Impact test |
| plate thickness 30 mm: flat tensile test specimens with both rolled surfaces plate thickness > 30 mm: flat tensile test specimens with at least one rolled surface or cylindrical tensile test specimens with axis in ¼ plate thickness | plate thickness 30 mm: flat tensile test specimens with both rolled surfaces plate thickness > 30 mm: cylindrical tensile test specimens with axis in ¼ plate thickness | Plate thickness ≤ 40 mm: Charpy-V test specimens near surface Plate thickness > 40 mm: Charpy-V test specimens in ¼ plate thickness |
Sampling, testing method and tests are in accordance with the provisions in EN 10028 and VdTÜV material data sheet 440/1. The plates are delivered with inspection certificate 3.1 or 3.2 in accordance with EN 10204. The document type and, in case of inspection certificate 3.2, the inspection representative are to be stated on the order.
Identification of plates
Unless otherwise agreed the marking is carried out via steel stamps with at least the following information:
• steel grade (DIWA 393 and/or 20MnMoNi45)
• heat number
• number of mother plate and individual plate
• the manufacturer's symbol
• inspectors' sign
Fabrication properties
The entire fabrication and application techniques are of fundamental importance to the reliability of the products made from this steel. The user should ensure that his design, construction and processing methods are aligned with the material, correspond to the state-of-the-art that the fabricator has to comply with and suitable for the intended use. The customer is responsible for the selection of the material. The recommendations in accordance with EN 1011-2 should be observed.
Forming properties and weldability
20MnMoNi4-5 pressure vessel steel can be hot or cold formed and can be welded and flame cut according to the general procedures. The guidelines according to EN 1011 and VdTÜV-material data sheet 440/1 shall be observed. For the fabrication of pressure vessels in accordance with AD 2000 Merkblatt in the context of PED qualified welding consumables have to be applied. For other applications the use of qualified welding consumables is recommended.
Heat treatment
| Quenching and tempering | Stress relieving | ||
Austenitizing + quenching 870 to 940 °C After temperature achievement over the whole section cooling in water | Tempering 610 to 690 °C Holding time after temperature achievement over the whole section: 30 min, cooling in still air | 580 - 620 °C | |
thickness mm | time 1) min | ||
30 > 30 ≤ 250 | ≥ 30 ≥ 60 | ||
Generally the maximum stress relieving time shall be restricted to 150 min. If it exceeds 90 min or in case of repeated heat treatment the lower range of recommended temperatures shall apply. If stress relieving and tempering are joined together in one process, the tempering conditions apply.
The stress relieving temperature must not be higher than the tempering temperature applied at VANFORGE. It should rather be situated in a sufficient distance of at least 30 °C below the tempering temperature in order to avoid a decrease of the mechanical properties. In many cases the stress relieving temperature during processing is determined by other influencing factors and therefore can not always be 30 °C below the tempering temperature applied at VANFORGE. Therefore we recommend to consult us so that we can check the scheduled stress relieving conditions.
Temperatures and holding times are determined by the steel manufacturer as a function of the plate thickness and the chemical composition. In order to preserve the mechanical properties the fabricator should ensure that the subsequent heat treatments correspond to those applied by the manufacturer (indicated in the plate inspection document).
General technical delivery requirements
Unless otherwise agreed, the general technical delivery requirements in accordance with EN 10021 apply.
Tolerances
Unless otherwise agreed, tolerances are in accordance with EN 10029, with class B for the thickness and class N for the flatness.
Surface condition
Unless otherwise agreed, the provisions in accordance with class B2 of EN 10163 are applicable.
General notes
If special requirements, which are not listed in this material specification, are to be met by the steel due to its intended use or processing, these requirements are to be agreed before the order.
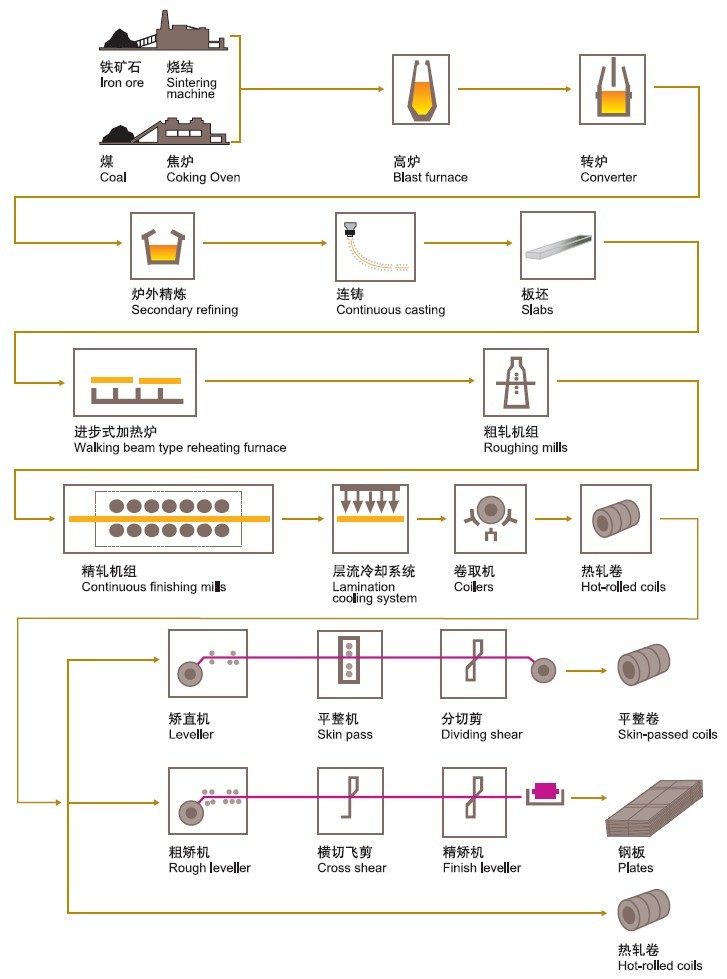
Production process