

Active Member
|
[China]

Address: No.1613, honghai Bldg., Songgang Rd., Baoan Area ,Shenzhen , China
Contact name:Judy Le

Shenzhen Bwin Precision Tools Co., Ltd. |

|
|
Quick Detail:
Low cutting resistance
High durability
Sharp and durable
High production efficiency
Description:
The threading insert is made of fine particle original powder, imported material, high hardness and precision. Compared with the traditional CVD coating of steel parts, the new coating process can give the blade more comprehensive strength and wear resistance; The unique chip breaking groove is designed to remove chips smoothly. The chip breaking groove is not easy to get stuck after forming iron chips, and the cutting is smooth and not easy to stick to the tool, thus improving the service life of the tool.
Specifications:
| Brand | BWIN |
| Model | 16ERM 14W/16IRM 11W/11ERM 14W/11IRM 11W |
| Color | Fuchsia Coating |
| Workpiece | Stainless steel |
| Type | Carbide Threaded Insert |
| Material | Tungsten Carbide Threading Insert |
| Processing Type | Medium Cutting |
| Feature | High toughness |
| Low cutting resistance | |
| High durability | |
| Sharp and durable | |
| High production efficiency | |
| Standard | ISO |
| Quantity | 10pcs/box |
| Weight | 0.015kg |
| Package | Plastic Box |
| Customized Support | OEM, ODM |
Lead Time:
| antity(pieces) | 1 - 3000 | >3000 |
| Lead time (days) | 7 | To be negotiated |
Notice:
Applications:
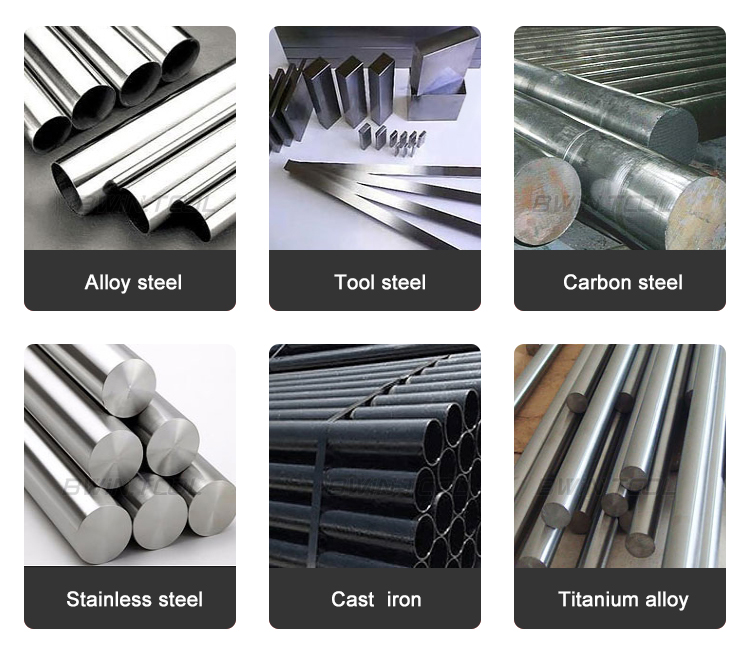
Our carbide threading insert could to be processed Alloy steel, Tool steel, carbon steel, stainless steel, Cast iron and Titanium alloy. Working material as following:
1. Rear cutter face wear: (This is a common practical form)
Influence: the workpiece size gradually changes or the surface light intensity decreases
Cause: The linear speed is too high, reaching the service life of the tool
Measures: Adjust the processing parameters, such as reducing the linear speed and using a blade with higher wear resistance
2. Blade breakage: (bad actual effect form)
Effect: sudden change of workpiece size or surface smoothness, resulting in burrs on the spark surface
Cause: Improper parameter setting, improper tool face material selection, poor workpiece rigidity, unstable blade clamping Measures: check whether the parameter setting is reasonable, and select the corresponding tool according to the workpiece material
3. Serious fracture: (very bad actual effect form)
Effect: sudden and unexpected occurrence, resulting in scrapping of tool handle materials or defective and scrapped workpieces
Cause: The processing parameters are set incorrectly, and the vibrating tool workpiece or blade is not installed in place
Measures: set reasonable parameters, reduce the feed rate and chip, select the corresponding processing blade, and strengthen the rigidity of the workpiece and blade
4. Chips:
Effect: the size of the workpiece is inconsistent, the surface finish is poor, and the workpiece surface is attached with fluff or burrs. Cause: the cutting speed is too low, the feed is too low, and the blade is not sharp enough
Measures: improve the cutting speed, and use blades with higher sharpness for feed rate





