

Active Member
|
[China]

Address: No.1613, honghai Bldg., Songgang Rd., Baoan Area ,Shenzhen , China
Contact name:Judy Le

Shenzhen Bwin Precision Tools Co., Ltd. |

|
|
Quick Detail:
Description:
Specifications:
| Brand | BWIN |
| Model | 16ER/16IR 14NPT |
| Color | Black/Yellow |
| Workpiece | Cast iron/Stainless steel/Steel |
| Type | Metal CNC Carbide Lathe Turning Tool |
| Material | Tungsten Carbide Threading Inserts |
| Processing Type | Medium Cutting |
| Feature | Good thermal hardness |
| Excellent wear resistance | |
| Low coefficient of thermal expansion | |
| Good thermal conductivity | |
| Smooth chip breaking | |
| Standard | ISO |
| Quantity | 10pcs/box |
| Weight | 0.015kg |
| Package | Plastic Box |
| Customized Support | OEM, ODM |
Lead Time:
| antity(pieces) | 1 - 3000 | >3000 |
| Lead time (days) | 7 | To be negotiated |
Notice:
Applications:
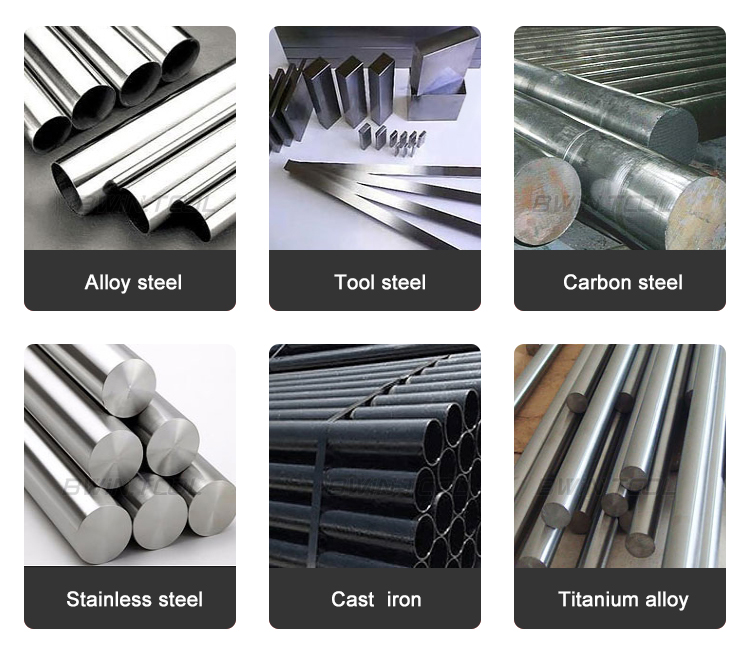
Our carbide threading insert could to be processed Alloy steel, Tool steel, carbon steel, stainless steel, Cast iron and Titanium alloy. Working material as following:
Advantages:
1. Honest merchants, reasonable price and quality assurance
2. Large inventory, sufficient supply and high cost performance
3. Customer service responds in time and delivers goods quickly
4. Provide after-sale guarantee to make your after-sale service free
1. Rear cutter face wear: (This is a common practical form)
Influence: the workpiece size gradually changes or the surface light intensity decreases
Cause: The linear speed is too high, reaching the service life of the tool
Measures: Adjust the processing parameters, such as reducing the linear speed and using a blade with higher wear resistance
2. Blade breakage: (bad actual effect form)
Effect: sudden change of workpiece size or surface smoothness, resulting in burrs on the spark surface
Cause: Improper parameter setting, improper tool face material selection, poor workpiece rigidity, unstable blade clamping Measures: check whether the parameter setting is reasonable, and select the corresponding tool according to the workpiece material
3. Serious fracture: (very bad actual effect form)
Effect: sudden and unexpected occurrence, resulting in scrapping of tool handle materials or defective and scrapped workpieces
Cause: The processing parameters are set incorrectly, and the vibrating tool workpiece or blade is not installed in place
Measures: set reasonable parameters, reduce the feed rate and chip, select the corresponding processing blade, and strengthen the rigidity of the workpiece and blade
4. Chips:
Effect: the size of the workpiece is inconsistent, the surface finish is poor, and the workpiece surface is attached with fluff or burrs. Cause: the cutting speed is too low, the feed is too low, and the blade is not sharp enough
Measures: improve the cutting speed, and use blades with higher sharpness for feed rate





