|
|
[China]

Trade Verify
Address: No. 1519, Building 2, Dongfang Furong Garden, No. 582 Yuanda 1st Road, Hehuayuan Street,Furong District, Changsha, Hunan Province, China.
Contact name:Julia Wang

Hunan Dinghan New Material Technology Co., LTD |
|
Verified Suppliers
|

|
|
ODM Nickle Alloy Forging Bar Inconel 600 Aircraft Engine Rocket
Nickle Alloy Forging Bar:Using forging machinery to apply pressure to metal blanks to cause plastic deformation, thereby obtaining forgings with certain mechanical properties, shape, and size.
Rolling Bar: The process of reducing the cross-section and increasing the length of metal stock by passing it through the gap between a pair of rotating rolls (of various shapes) is known as rolling.
The Differences between Forging Bar and Rolling Bar:
INCONEL ALLOY 600 (nickel-chromium-iron)(UNS N06600/W.Nr. 2.4816) is a standard engineering material for applications which require resistance to corrosion and heat. The alloy also has excellent mechanical properties and presents the desirable combination of high strength and good workability.
The limiting chemical composition:
The high nickel content gives the alloy resistance to corrosion by many organic and inorganic compounds and also makes it virtually immune to chloride-ion stress-corrosion cracking. Chromium confers resistance to sulfur compounds and also provides resistance to oxidizing conditions at high temperatures or in corrosive solutions. The alloy is not precipitation hardenable; it is hardened and strengthened only by cold work.
The versatility:
Chemical Composition:
| Element | Ni+Co | Cr | Fe | C | Mn | S | Si | Cu |
| Minimum(%) | 72 | 14 | 6 | - | - | - | - | - |
| Max(%) | - | 17 | 10 | 0.15 | 1 | 0.015 | 0.5 | 0.5 |
Thermal Properties:
| Temperature | Coefficient of Expansiona | Electrical Resistivity | Thermal Conductivity | Specific Heat |
| °F | 10-6 in/in•°F | ohm•circ•mil/ft | Btu•in/ft2•h•°F | Btu/lb•°F |
| -250 | 6.0 | - | 86 | 0.073 |
| -200 | 6.3 | - | 89 | 0.079 |
| -100 | 6.7 | - | 93 | 0.090 |
| 70 | 5.8 | 620 | 103 | 0.106 |
| 200 | 7.4 | 625 | 109 | 0.111 |
| 400 | 7.7 | 634 | 121 | 0.116 |
| 600 | 7.9 | 644 | 133 | 0.121 |
| 800 | 8.1 | 644 | 145 | 0.126 |
| 1000 | 8.4 | 680 | 158 | 0.132 |
| 1200 | 8.6 | 680 | 172 | 0.140 |
| 1400 | 8.9 | 680 | 186 | 0.145 |
| 1600 | 9.1 | 686 | 200 | 0.149 |
| 1800 | 9.3 | 698 | - | - |
| 2000 | - | 704 | - | - |
| °C | μm/m•°C | μΩ•m | W/m•°C | J/kg•°C |
| -150 | 10.9 | - | 12.5 | 310 |
| -100 | 11.7 | - | 13.1 | 352 |
| -50 | 12.3 | - | 13.6 | 394 |
| 20 | 10.4 | 1.03 | 14.9 | 444 |
| 100 | 13.3 | 1.04 | 15.9 | 444 |
| 200 | 13.8 | 1.05 | 17.3 | 486 |
| 300 | 14.2 | 1.07 | 19.0 | 502 |
| 400 | 14.5 | 1.09 | 20.5 | 519 |
| 500 | 14.9 | 1.12 | 22.1 | 536 |
| 600 | 15.3 | 1.13 | 22.1 | 578 |
| 700 | 15.8 | 1.13 | 25.7 | 595 |
| 800 | 16.1 | 1.13 | 27.5 | 611 |
| 900 | 16.4 | 1.15 | - | 628 |
| Physical Properties | |||
| Mean Coefficient of Thermal Expansion | |||
| Temperature Range | |||
| °F | °C | in/in°F | cm/cm°C |
| 68 | 20 | 5.8 x 10-6 | 10.4 x 10-6 |
| Mechanical Properties | |||
| Typical Values at 68°F(20°C) | |||
| Yield Strength 0.2% offset psi | Ultimate Tensile Strength (min.) psi | Elongation in 2"% | |
| 35,000 | 80,000 | 30 | |
Recommended Tool Types & Machining Conditions:
| Operations | Carbide Tools |
| Roughing, with severeinterruption | Turning or Facing C-2 andC-3 grade: Negative rakesquare insert, 45° SCEA1,1/32 in. nose radius. Tooholder: 5° neg. back rake5° neg. side rake. Speed:30-50 sfm,0.004-0.008 in.feed, 0.150 in depth of cut.Dry2, oil3, or water-base coolant 4. |
| Normal roughing | Turning or Facing C-2 orC-3 grade: Negative ratesquare insert, 45° SCEA,1/32 in nose radius. Tooholder: 5° neg. back rake5° neg. side rake. Speed:90 sfm depending on rigidity of set up, 0.010 infeed, 0.150 in. depth ofcut. Dry, oil, or water-base coolant. |
| Finishing | Turning or Facing C-2 0rC-3 grade: Positive rakesquare insert, if possible45° SCEA, 1/32 in.noseradius. Tool holder: 5° pos.back rake, 5° pos. siderake.Speed: 95-110 sfm0.005-0.007 in. feed,0.040 in. depth of cut. Dryor water-base coolant. |
| Rough Boring | C-2 or C-3 grade: lf inserttype boring bar, use standard positive raketools with largest possibleSCEA and 1/16 in. nose radius. lf brazed tool bargrind 0° back rake, 10° posside rake, 1/32 in. nose radius and largest possible SCEA.Speed: 70 sfm depending on the rigidityof setup, 0.005-0.008 infeed, 1/8 in. depth of cut.Dry, oil or water-base coolant. |
| Finish Boring | C-2 or C-3 grade: Usestandard positive raketools on insert type bars.Grind brazed tools as fofinish turning and facingexcept back rake may bebest at 0°. Speed: 95-110sfm,0.002-0.004 in feed.Water-base coolant. |
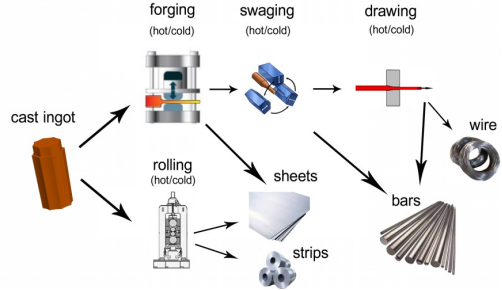
Processing Flow Chart: