Active Member
|
[China]

Address: No.808, Panhua Plaza, Zhangjiagang, Jiangsu Province, China
Contact name:John Chen

Suzhou Vanforge Metals Co., Ltd. |

|
|
550HBW quenched and tempered fine grain wear resistant structural steel plate
550HBW WEAR RESISTANT STEEL is a wear resistant steel with a nominal hardness of 550 HBW in delivery condition ex works.
550HBW WEAR RESISTANT STEEL is preferentially used by the customers where very high resistance to wear is required. Examples of application are extremely stressed parts in earth moving machines, conveyors, crushers and recycling plants.
Product description
Designation and range of application
550HBW WEAR RESISTANT STEEL can be delivered in thicknesses from 10 mm (0.4 in.) to 51 mm (2 in.) and in widths up to 3 300 mm (130 in.).
Chemical composition
For the ladle analysis, the following limiting values in % are applicable, max.:
| C | Si | Mn | P | S |
| 0.37 | 0.70 | 1.60 | 0.025 | 0.010 |
Depending on the thickness, the following alloying elements may be used singly or in combination, max.:
| Mo | Ni | Cu | Cr | V | Nb | B |
| 0.60 | 1.40 | 0.30 | 1.50 | 0.08 | 0.05 | 0.005 |
The steel is fully killed and fine grain treated.
Delivery condition
The plates are water quenched or water quenched and tempered under controlled conditions.
Mechanical properties in the delivery condition
Hardness
Brinell surface hardness at room temperature: 520 – 580 HBW
Charpy-V impact test on longitudinal specimens (indicative values for 20 mm plate thickness)
Charpy impact energy: 25 J at -20 °C (-4 °F).
Testing
Brinell surface hardness tested once per heat and 40 t.
Identification of plates
Unless otherwise agreed the marking is carried out via steel stamps with at least the following information:
Processing
The entire processing and application techniques are of fundamental importance to the reliability of the products made from this steel. The user should ensure that his design, construction and processing methods are aligned with the material, correspond to the state of the art that the fabricator has to comply with and are suitable for the intended use. The customer is responsible for the selection of the material. Recommendations regarding job safety in accordance with national rules should be observed while considering the higher strength and high hardness.
Cold forming
550HBW WEAR RESISTANT STEEL can be cold formed to only a limited extend because of its high hardness and strength. In case of such applications please contact the customer service.
Hot forming / Heat treatment
Since 550HBW WEAR RESISTANT STEEL obtains its hardness by accelerated cooling from the austenitizing temperature, hot forming without major hardness loss is only possible if a renewed quenching treatment is carried out after forming. However, the hardness achieved by means of such a treatment may differ from that measured in the delivery condition. This is due to the fact that the cooling conditions at the fabricator’s works are generally less adequate than those available during plate production.
The steel can be heated to about 250 °C (482 °F) without any substantial drop in hardness.
Flame cutting and welding
For flame cutting, the following minimum preheating temperature should be observed: 175 °C (347 °F) for all thicknesses.
After flame cutting, attention should be paid to a slow cooling, e.g. by using thermal-blankets. This will reduce the risk of hydrogen-induced cracking.
When using ferritic filler materials, attention should be paid to very low hydrogen content and the following preheating temperatures have to be observed: 150 °C (302 °F) for plate thicknesses up to 15 mm and 200 °C (392 °F) for thicker plates.
When using soft austenitic filler materials, a preheating temperature of 50 °C (122 °F) is normally sufficient. To avoid a hardness loss, the preheat and interpass temperature for flame cutting and welding irrespective of the applied process should not exceed 250 °C (482 °F).
For manual arc welding, basic coated rods with very low residual moisture should be used (and dried if necessary according to the manufacturer’s instructions).
Machining
550HBW WEAR RESISTANT STEEL can be machined by using sharp carbide tools in spite of its very high hardness. It should be ensured that adequate heavy machine tools, adequate feed and cutting speeds are applied.
General technical delivery requirements
Unless otherwise agreed, the general technical delivery requirements in accordance with EN 10021 apply.
Tolerances
Unless otherwise agreed, the tolerances will be in accordance with EN 10029, with class A for thickness.
Surface quality
Unless otherwise agreed, the specifications will be in accordance with EN 10163-2, class A2.
General note
If special requirements, which are not covered in this material data sheet, are to be met by the steel due to its intended use or processing, these requirements are to be agreed before placing the order.
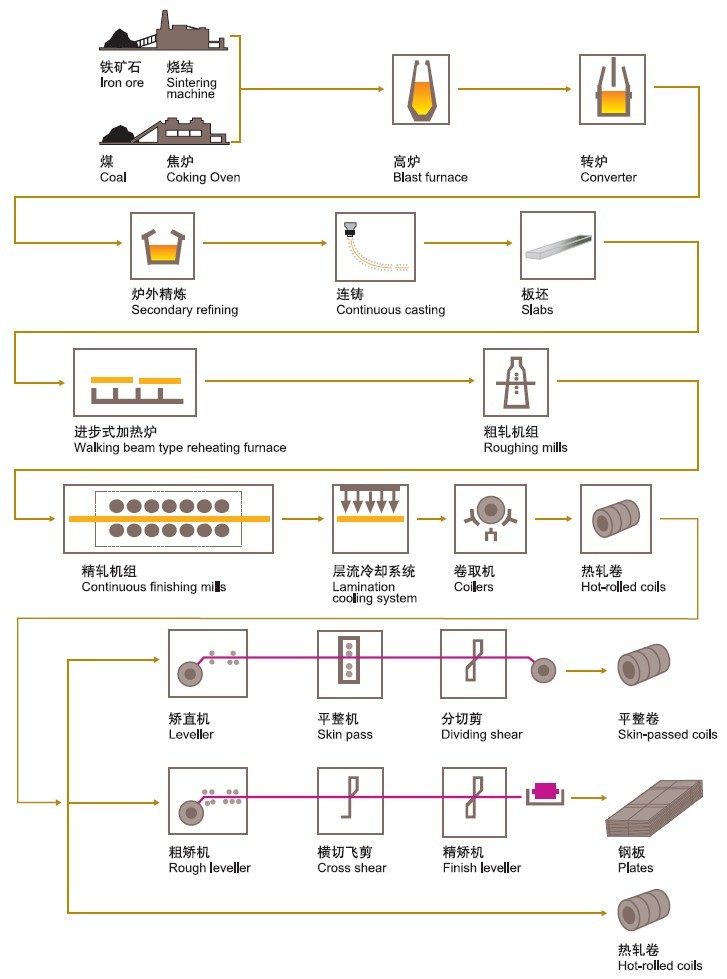
Production process