
|
|
[China]

Trade Verify
Address: NO. 1105, fuhuang industry area ,xinhua road, hetang district, zhuzhou city ,hunan province,China
Contact name:Cassie

Hunan Speed Carbide Tools Co.,Ltd |
|
Verified Suppliers
|

|
|
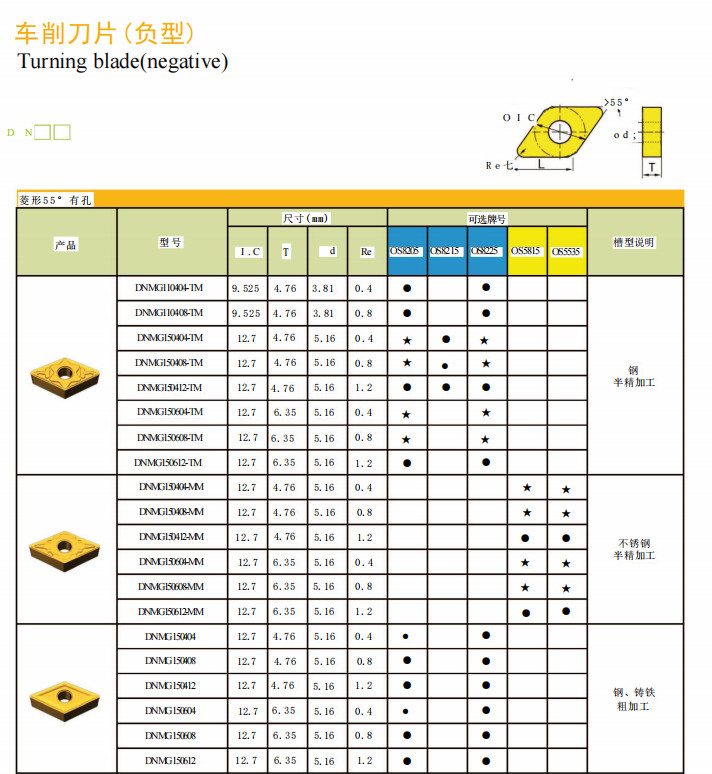
DNMG 150612 Indexable Cutting Turning Inserts Double Color Coating DNMG150612-PM
Advantages:
Specification:
| Brand | Speed |
| Model | DNMG150608, DNMG150612 |
| Color | yellow, copper, black, blue color, colorful coating |
| Workpiece | Steel, stainless steel, cast iron, Aluminum and etc., |
| Type | Turning Tools |
| Package | 10pcs/box |
| Coating | pvd and cvd |
| Weight | 0.015kg |
| Usage | External Turning tools |
| Hardness | 20-65HRC |
| Material | Tungsten Cardide Inserts |
| Processing Type | Medium Cutting |
Application:
Our DNMG tungsten carbide Turning Inserts is made of imported base
material with advanced high precision, which enhances the quality
of the blade, high hardness, good ductility, high finish, thick
coating, stable performance and improves the processing efficiency.
The unique coating process, fine and smooth, no drip marks, reduce
surface friction, so that the cutting resistance is smaller. And
the carbide inserts are sharp and thick, so that the cutting speed
is fast but not easy to break. It has wide range of application,
applicable to step surface processing, model profiling processing,
grooving cutting, slope processing, and could to be processed alloy steel, soft steel, carbon steel, medium steel, stainless
steel, cast iron, titanium alloy,
please send me your requirements to us, we will recommend the best
suitable grade.
Products Detail:
Details:
1. Our perfect edge treatments, every pieces can stand the test.
2. Longer tools service life improving your working efficiency.

FAQ:
1. Flank wear: (This is a common form of failure)
Effect: Gradual change in workpiece size or loss of surface finish
Reason: Linear speed is too high, and reach to service life of the
tool
Measures: Adjust the processing parameters, such as reducing the
linear speed and changing to inserts with higher wear resistance
2.Breakdown problem: (bad form of failure)
Effects: Sudden changes in workpiece size or surface finish, causes
sparks and surface burrs
Reason: Inappropriate setting of processing parameters,
inappropriate selection of blade material, poor workpiece rigidity,
or unstable blade clamping
Measures: Check whether the parameter settings are reasonable, and
select the corresponding tool according to the workpiece
3. Severely broken: (a very bad form of failure)
Effect: sudden and unpredictable occurrence, resulting in scrapped
tool holder material or defective workpiece and scrapped
Reason: The processing parameters are set incorrectly, the
vibration tool workpiece or the insert is not installed in place
Measures: Set reasonable processing parameters. The feed rate and
cutting should be reduced, the corresponding machining insert
should be selected, and the rigidity of the workpiece and insert
should be strengthened.
4. Built-up edge:
Effects: Inconsistent workpiece dimensions and poor surface finish.
Fluff or burrs adhere to the workpiece surface
Reason: The cutting speed is too low, the feed is too low, and the
blade is not sharp enough
Measures: Increase the cutting speed and use a sharper insert for
the feed





