Active Member
|
[China]

Address: Room 1109, Loft Office, Green Land International Plaza, No. 275-8 Guoding East Road, Shanghai 200433, P.R. China. (admin(a)shunitesteel.com)
Contact name:Eric

SHANGHAI UNITE STEEL |

|
|
AISI 4340/34CrNiMo6/1.6582 Hot Rolled Steel Bar , Alloy Steel Flat Bar , Low MOQ , Length as your request
| DIN 1.6511 AISI 4340 steel flat bar | |||||||||||
| Comparative standard | Grade | C | Si | Mn | Cr | Mo | V | W | P | S | Ni |
| GB | 40CrNiMoA | 0.36-0.44 | 0.10-0.350 | 0.45-0.70 | 1.10-1.40 | 0.20-0.35 | 0.03 | 0.02 | 1.30-1.7 | ||
| AISI | 4337/4340 | ||||||||||
| JIS | SNCM8 | ||||||||||
| DIN | 34CrNiMo6/1.6582 | 0.34 | max 0.40 | 0.65 | 1.50 | 0.23 | 0.03 | 0.03 | 1.50 | ||
| Dimensions | |||||||||||
| Round bar | |||||||||||
| Dia:16mm~700mm | Length:2m~6m | ||||||||||
| Flat bar | |||||||||||
| Thickness:20mm~500mm | Length:2m~12m | ||||||||||
| *Dimensions can be customized | |||||||||||
| Heat Treatment | |||||||||||
| Normalizing | 850-880°C | - | |||||||||
| Stress Relieving | 650°C | air cooling | |||||||||
| Quenching | 830-860°C | oil quenching | |||||||||
| Tempering | 540-660°C | ||||||||||
| 1.Normalizing | |||||||||||
| Normalizing temperature : 850-880°C | |||||||||||
| 2.Stress Relieving | |||||||||||
| Stress relieving to remove machining stresses should be carried out by heating to approx.650°C, | |||||||||||
| holding for 1-2 hours at heat,followed by air cooling . | |||||||||||
| This operation is performed to reduce distortion during heat treatment . | |||||||||||
| 3.Hardening | |||||||||||
| Harden from a temperature of 830-860°C followed by oil quenching. | |||||||||||
| Quenching temperature in the end quench test is 850°C. | |||||||||||
| 4.Tempering | |||||||||||
| tempering temperature: 540-660°C | |||||||||||
| Detail information | |||||||||||
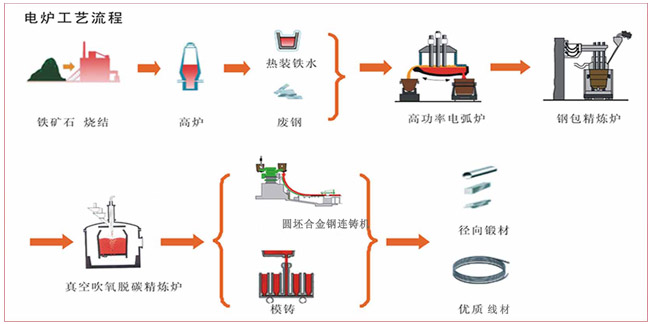
| Process | EAF+LF+VD+Forging+(Rolling)+Annealing Condition (optional) | ||||||||||
| Delivery Condition | Hot forged+Rough machined/turned surface | ||||||||||
| MOQ | 1 ton | ||||||||||
| Technical Data | According to customer’s requirements of chemical composition, physical properties and mechanical testing | ||||||||||
| Ultrasonic Test | Ultrasonic test according to SEP 1921-84 G3 D/d E/d | ||||||||||
| Applications | |||||||||||
| Hot extrusion dies, forging die forging hammer, forging press die, precision forging die well as aluminum, copper and alloys die-casting mold. | |||||||||||
| Relevant documents | |||||||||||
| Contract Documents | Contract, Debit Note, PI(Performa Invoice) | ||||||||||
| Shipping Documents | B/L(Bill of Loading), Packing List, Shipping list, CI(Commercial Invoice) | ||||||||||
| Certifications | SGS, ISO9001-2008, UT(Ultrasonic Test), CO(Certificate of Original), MTC(Milling Test Certificate) | ||||||||||