Active Member
|
[China]

Address: Jinshan Industrial Park, Hetang District, Zhuzhou City, Hunan Province, China
Contact name:He

Zhuzhou Aohua Tools Co.,Ltd. |

|
|
CBN Inserts For Hard Turning
Handling of raw materials
Because there are impurities such as WBN, HBN, pyrophyllite,
graphite, magnesium, iron, etc. remaining in the CBN micropowder;
in addition, it and the binder powder both contain adsorbed oxygen,
water vapor, etc., which are unfavorable for sintering. Therefore,
the purification method of raw materials is one of the important
links to ensure the performance of synthetic polycrystalline.
During the development, we used the following methods to purify the
CBN powder and binder materials: first, treat the CBN powder with
NaOH at about 300 C to remove pyrophyllite and HBN; then boil
perchloric acid to remove graphite; The plates were boiled to
remove metals and washed with distilled water until neutral. Co,
Ni, Al, etc. used for the binder are subjected to hydrogen
reduction treatment. Then, the CBN and the binder are mixed
uniformly according to a certain ratio and incorporated into the
graphite mold, then sent to a vacuum furnace with a pressure less
than 1E2, heated at 800-1000°C for 1 hour, and removed the dirt on
the surface, adsorbed oxygen and water vapor, etc., so that the The
surface of CBN grains is very clean.
In terms of the selection of binder materials and the addition
amount, the total amount of binder added should be sufficient but
not excessive. The experimental results show that the wear
resistance and flexural strength of polycrystalline are closely
related to the mean free path (the thickness of the binder phase
layer). The dosage of the agent is 10% to 15% (mass ratio).
In addition to the selection of binder, the determination of CBN
particle size and particle size ratio is also crucial. According to
the requirements of machining accuracy and surface quality, the
particle size of CBN used for manufacturing cutting tools is
roughly divided into: coarse particle size 20-30 μm; medium
particle size 3 ~10 microns; fine particle size 2 microns.
Polycrystalline made of coarse grain is difficult to make into a
tool with high precision requirements, but its wear resistance and
impact resistance are high, and polycrystalline made of fine grain
can meet the requirements of finishing and super finishing.
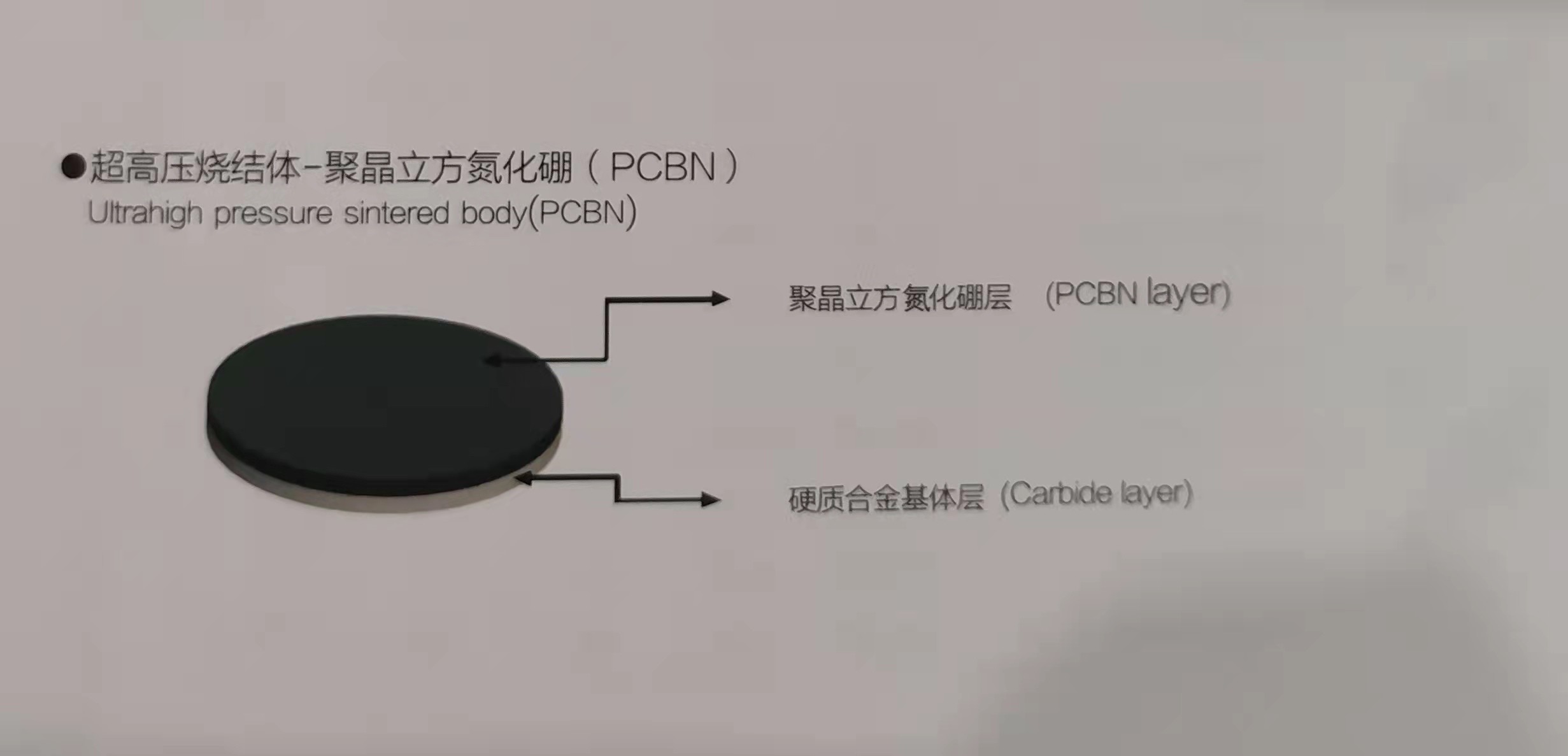
1.embryo body synthesis
The PCBN composite sheet is directly compounded with the CBN layer
and the cemented carbide substrate under high temperature and high
pressure, and is made into various welding forming cutting tools or
blades through cutting and welding processes.
Integral PCBN sintered block is directly sintered without alloy
matrix to become integral PCBN blade. After sharpening, cubic boron
nitride integral polycrystalline blade is made. As shown in "PCBN
composite sheet". Synthesis equipment Most of the synthetic
equipment used abroad are two-sided top presses, and most of them
are six-sided top presses in China.
2.Grinding process of PCBN tool
The produced PCBN tool blank needs to be sharpened for cutting, and the sharpened tool obtains the correct geometry and surface finish. Generally divided into rough grinding, fine grinding and grinding processes. 180-240 resin-bonded diamond grinding wheel is used for rough grinding, with a feed of 0.01 mm/double stroke; Wlo-W14 resin-bonded grinding wheel is used for fine grinding, with a feed of 0.005 mm/double stroke; for grinding For diamond grinding wheel or grinding paste of W5~W3, special attention should be paid to the influence of cutting edge dressing of diamond grinding wheel on grinding. Although the tool swings back and forth on the entire end face of the grinding wheel during the sharpening process to make the surface consumption of the grinding wheel uniform, in fact, the surface of the grinding wheel is still prone to unevenness, which must be frequently trimmed.
3.Geometric parameters of PCBN tools
The life of a PCBN tool is closely related to its geometric parameters, and a suitable front and rear angle can improve the impact resistance of the tool. Chip removal capacity and heat dissipation capacity. The size of the rake angle directly affects the force of the cutting edge and the internal stress state of the insert. In order to avoid the excessive tensile stress caused by the mechanical impact of the tool tip, a negative rake angle (-5.~-10.) is generally used. At the same time, in order to reduce the wear of the relief angle, the main and auxiliary relief angles are 6. , the corners are rounded with a nose radius of 0.4–1.2 mm, and the edges are ground smooth.
4.Inspection of PCBN tools
In addition to testing physical properties such as hardness index, bending resistance, tensile strength, etc., it is also necessary to use a high-power electron microscope to check the surface and edge processing accuracy of PCBN tools. Then it is dimensional inspection, precision inspection, M value, geometric tolerance, roughness, and then packaging and storage.