Active Member
|
[China]

Address: No.1613, honghai Bldg., Songgang Rd., Baoan Area ,Shenzhen , China
Contact name:Judy Le

Shenzhen Bwin Precision Tools Co., Ltd. |

|
|
Quick Detail:
Strong universality
High processing finish
High stability
Anti collapse and abrasion resistance
Stable processing
High production efficiency
Description:
DNMG tungsten carbide inserts refines nano matrix and improves overall stability; PVD coating is durable and wear-resistant, which can reduce the surface friction coefficient, enhance the sliding performance and effectively prevent chip sticking; Sharp edge, durable and full edge anti-seismic design can restrain chatter during machining and improve the quality of machined surface.
Specifications:
| Brand | BWIN |
| Model | DNMG150404 DNMG150408 DNMG150412 |
| Color | Yellow/Brown/Fuchsia/Black/cermet/Uncoated |
| Workpiece | Cast iron/Steel/Stainless steel/Aluminium |
| Type | CNC Turning Cutting Tool |
| Material | Tungsten Carbide Inserts Turning |
| Processing Type | Medium Cutting |
| Feature | Strong universality |
| High processing finish | |
| Stable processing | |
| Good heat resistance | |
High production efficiency | |
| Standard | ISO |
| Quantity | 10pcs/box |
| Weight | 0.016kg |
| Package | Plastic Box |
| Customized Support | OEM, ODM |
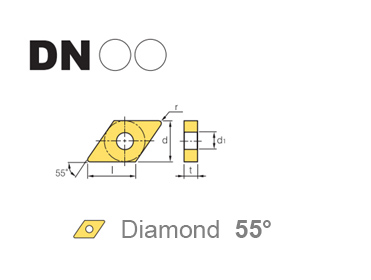
I(mm) | d(mm) | t(mm) | d1(mm) |
11 | 9.525 | 3.18~4.76 | 3.81 |
15 | 12.7 | 4.76~6.35 | 5.16 |
Notice:
1.The tungsten carbide inserts shall not be collided or dropped on the ground and must be handled with care.
2.Before installing the carbide blade, the performance and purpose of the saw table must be confirmed to ensure that the cutting direction indicated by the blade arrow is consistent with the rotation direction of the saw table. It is strictly prohibited to install in the opposite direction. Wrong installation direction may cause the blade sawtooth to fall off, so as to prevent accidents.
3.After installation, it is necessary to confirm whether the central hole of the carbide blade is firmly fixed on the flange plate of the saw table. If there is a gasket, the gasket must be sleeved; Then, gently push with your hand to confirm whether the blade rotates eccentrically.
4.When using, do not exceed the specified high speed
5.When the tungsten carbide inserts is not used, hang the blade vertically on the dry shelf.
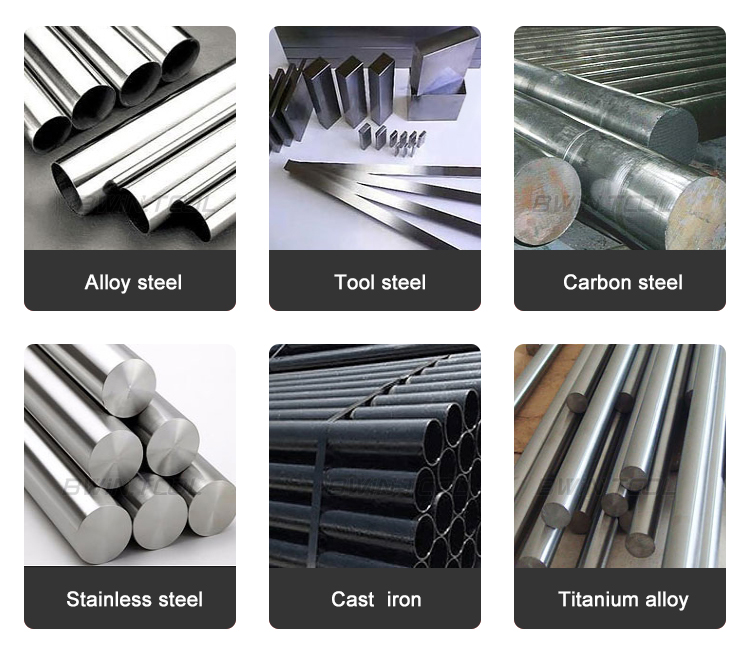
Applications:
Our tungsten carbide inserts could to be processed Alloy steel, Tool steel, carbon steel, stainless steel, Cast iron and Titanium alloy. Working material as following: