

Active Member
|
[China]

Address: No.1613, honghai Bldg., Songgang Rd., Baoan Area ,Shenzhen , China
Contact name:Judy Le

Shenzhen Bwin Precision Tools Co., Ltd. |

|
|
Quick Detail
Description
Specifications
| Brand | BWIN |
| Model | RDMT1204 RDMT1605 |
| Color | Black/Yellow/Colorful |
| Workpiece | Steel/Cast iron |
| Type | Milling |
| Material | Tungsten Milling Cutter Insert |
| Processing Type | Medium Cutting |
| Feature | High efficiency |
| Good red hardness | |
| Low friction coefficient | |
| Excellent performance | |
High speed cutting | |
| Standard | ISO |
| Quantity | 10pcs/box |
| Weight | 0.015kg |
| Package | Plastic Box |
| Customized Support | OEM, ODM |
Lead Time
| antity(pieces) | 1 - 3000 | >3000 |
| Lead time (days) | 7 | To be negotiated |
Notice
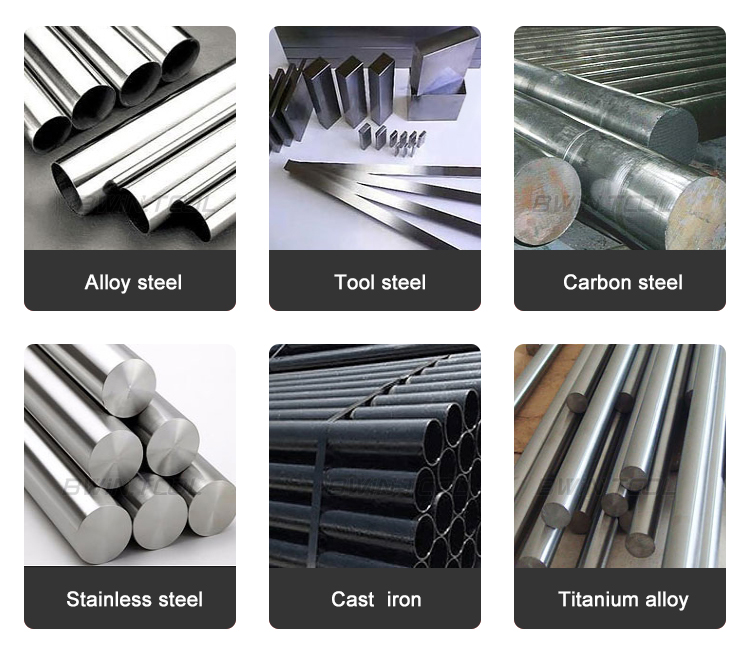
Applications
Our milling carbide insert could to be processed Alloy steel, Tool steel, carbon steel, stainless steel, Cast iron and Titanium alloy. Working material as following:
Advantages
FAQ
1. Flank Wear?
Higher cutting resistance,Notch wear on flank,Poor roughness of
surface, or deterioration of accuracy.
Soft grades,Excessive cutting speed,Small flank angle,Low feed.
Select a higher,wear-resistant grade,Reduce cutting speed,Increase
flank angle,Increase feed.
2. Crater Wear?
Uncontrolled chip,Poor surface quality,when finishing High speed
processing carbon steel
Soft grades,Excessive cutting speed,Excessive feed,The strength of
chip breaker Insufficiet.
Change to a higher wear-resistant grade,Reduce cutting speed,Reduce
feed,Select a higher strength chip breaker.
3. Chipping?
Sudden fracture of cutting edge(rake face and flank),Instability
insert life
Toughness insufficient,Excessive feed rate,Strength of cutting edge
insufficient,Instability of the tool.
Select a tougher grade,Decrease feed rate,Increase honing of
cutting edge(chamfering to rounding),Increase the stability and
setting angle
4. Insert Fracture?
Cutting resistance increased Poor surface roughness.
Toughness insufficient,Excessive feed rate,Strength of cutting edge
insufficient,Instability of the tool.
Select a tougher grade,Decrease feed rate,Increase honing of
cutting edge(chamfering to rounding),Increase the stability and
setting angle.





