
|
|
[China]

Trade Verify
Address: Building A3, Tianan Smart City, Xinwu District, Wuxi City, Jiangsu Province
Contact name:Ma

Wuxi Weishi Industrial Complete Equipment Co., Ltd. |
|
Verified Suppliers
|

|
|
NSE Series Stainless Steel Conveyor Chain Z Elevator Chain Wear Resistance
Bucket Elevator Chain Description:
Industrial Conveyor Chains are highly acknowledged for its high strength, easy installation, durability, robustness and heat and rust resistance. This bucket elevator chain is available in various specifications to meet the varied requirements of the customers at rock-bottom price.
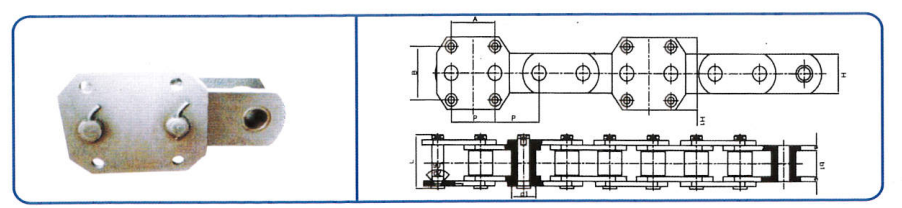
Bucket Elevator Chain Specification:
| Model | Pitch | Inner section width | Roller outer diameter | Pin Diameter | Pin Length | Chain Plate Width | Chain Plate Thickness | Wide Chain Plate | Chain Bucket Installation Dimensions |
| NSE200 | 100 | 51.8 | 44.5 | 19.1 | 110 | 60 | 10 | 150 | 100×105 |
| NSE300 | 100 | 57.6 | 48.5 | 22.23 | 115 | 75 | 10 | 150 | 100×105 |
| NSE400 | 125 | 67.4 | 63.5 | 31.75 | 145 | 90 | 12 | 180 | 125×130 |
| NSE500 | 125 | 75 | 70 | 35 | 170 | 100 | 16 | 180 | 125×130 |
| NSE700 | 125 | 75 | 70 | 36 | 170 | 100 | 16 | 190 | 125×130 |
| NSE800 | 150 | 80 | 78 | 38.1 | 172 | 120 | 16 | 230 | 150×170 |
| NSE1000 | 150 | 85 | 83 | 43 | 180 | 135 | 18 | 225 | 150×170 |
Bucket Elevator Chain Processing Technology:
1. Link plates
1.1 Link plates with thickness of 16mm and over cut by CNC plasma cutter or large hydraulic press, to ensure smooth surface and no small cracks which affect the strength of the material. Link plates which pitch holes are pre-punched or semi-fine punched by puncher or hydraulic press, are treated by quenching and tempering heat treatment. After heat treatment, fine milling pitch holes by CNC machining centers to ensure that fit with link plate and pin/sleeve can meet the design requirement, to eliminate deviation due to dimension changes by heat treatment, guarantee pitch size. Each link plate pitch deviation ≤0.03mm.
1.2 Link plates with thickness of below 16mm processed by punchers. Link plates (not milled by CNC machining center) are pre-punched, half fine punched, fine punched for pitch holes, a total three times punched, then are treated by quenching and tempering heat treatment. Before chain parts assembly, there is a flatting process for link plates. Link plates milled by CNC machining center are pre-punched and half fine punched for pitch holes, then are treated by quenching and tempering heat treatment. After the heat treatment, milling pitch hole by CNC machining centers to ensure that fit with link plate and pin/sleeve can meet the design requirement, to eliminate deviation due to dimension changes by heat treatment, guarantee pitch size. Each link plate pitch deviation ≤0.03mm.
2. After cutting material by special equipment, pin, sleeve and roller are machining by CNC lathes and milling machines, the parts have high-precision machining.
3. Pin: One end is the pier head another is flat, the diameter of pin material is greater than size of the finished product, rather than cold-drawn round steel which is closer to size of the finished product processing.
4. Processed pin is finished by two times special heat treatment, to ensure that core of the pin has good mechanical properties, and surface has a high hardness (surface hardness HRC56 ~ 58), improving wear resistance of the pin surface.
5. Sleeve: The surface of sleeve is lathing by CNC lathe, to remove decarburized layer of material surface and eliminate effect by the instable material (material suppliers cannot guarantee the depth of decarburization layer). After finished machining the sleeve overall quenching or carburizing treatment (HRC58 ~ 62), to improve the wear resistance of the sleeve.
6. Roller: For breaking tension <2000kN roller, overall quenching heat treatment after machining, the surface hardness can reach about HRC50. Breaking tension > 2000kN roller with low-carbon alloy steel, surface carburization treatment (HRC58 ~ 62) after machining, to improve the overall performance of the roller.
7. All parts are treated by impeller blasting after heat treatment, to eliminate internal stress generated by heat treatment, and remove impurities on surface; at the same time the parts can be checked by naked eye whether there are micro-cracks and other defects.
8. Before assembly all pins are 100% magnetic detector testing, to eliminate defect in case which led pin to break by material defect.
9. All assembled plate chain are aligned by pre-stretching, pitch deviation is detected, and the deviation of each plate chain is controlled within allowable range.





