

Active Member
|
[China]

Address: Address: Block 2F7C, Zhen'an road ,Zhen'an Industrial park, Changan Town,523872, Dongguang, China
Contact name:Laurence Wu

Glory On mould., Ltd |

|
|
Auto lighting cover Plastic molding tools with material PC for Lamborghini
This part is high performance for the lighting, We use most advanced polishing process and sufficient cooling line to control it.

Product Quick detail:
1. Cavity: RH and LH 1 cavity for each mold
2. Molding Material: clear PC
3. Mold type: serial mold
4. Mold style: precision mold and large mold
5. Mold base standard: HASCO
6. Runner system: hot runner
7. Delivery terms: FOB
8. Mold life: 300K
9. Mold status: Insert mold with hardness steel
10. Cavity steel: 1.2343ESR
11. This part is a visible, mirror surface.
12. There is a critical surface so is unacceptable to make Parting line on visible surface.
13. No ejector pin marks on critical surface.
Product specification:
Product advantage:
Product application:
FAQ:
1.Why choose GOM?
High Quality and short lead time with best engineering service to bulid long-term business relationship with customer.
2.What GOM service?
-Components manufacturing
-Plastic molds building
-Injection producing
-Painting & Plating
-Assemble
-Engineering support
3.How to control the quality?
Every process finish must make the measurement by CMM and should be passed then can do the next process.
4.How to provide after-serivice on the overseas?
We have 3 Parters in different area can deal it, in Mexico,Czech and Spain.
=======================================================================================
| Mould Base | LKM, DME, HASCO etc ; |
| Cavity Material | 1.2738,1.2343, 1.2344, S7, H13, P20HH, GS738H, LKM738H, 718, 8407, S136, Calmax 635 NAK80, |
| SKD-61,NIMAX, 45#, 50#, Aluminum for prototype mold etc. | |
| Steel Hardness | 20-60HRC |
| Treatment | Pre-Harden, Nitride, Heat treatment, Quenching |
| Cavity | Single-cavity / Multi-cavity |
| Runner | Cold runner or Hot runner :YUDO/ HUSKY/MOLD-MASTER/SYNVENTIRE/INCO/ MASTIP/ HASCO/ DME |
| Gate | Submarine gate, tunnel gate, side/edge gate, direct gate, pin point gate, sprue gate, diaphragm gate, fan gate, cashew gate, hook gate, hot tip, hot drop, valve gate etc. |
| Plastic material for parts | PS, PA, POM, ABS, PP, PET, PC, PE, HDPE, PA66+GF, PVC, TPE, TPU, TPV etc |
| Mould Life | 5000 - 200 0000shots |
| Design Software | UG, CAD, PRO-E, Solid Works etc, |
| Process | CNC, high speed carve, EDM ,wiring-cutting, drill, polish etc |
| Certification | ISO9001:2000 ,ISO14001:2004,TS16949 |
| Lead Time | 10-30 work days depends on the structure and size of products |
| Package | Wooden Case Package or according to customer requirement |
| Price Term | EX Works, FOB Shenzhen, FOB Hong Kong, CFR, CIF, DDU, DDP |
| Payment | T/T, L/C,Western Union , |
GOM could provide a full turnkey solution for customers bespoke plastic injection moulding needs inclusive of design, development, mould tooling, production and post moulding support for Automotive, consumer electronic,Home appiance , Toys and Games, Communication industries and etc. | |
| OEM & ODM orders are welcome. | |
---------------------------------------------------------------------------------------------------------------------------------------------
Issue Solution example
Weld Lines
Description: Weld lines are actually more like a plane than a line that appears in a part where molten plastics meet each other as they flow from two different parts of the mold.
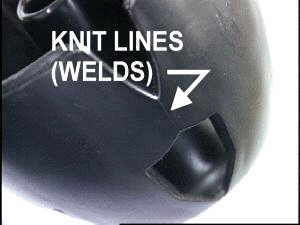
Causes: Weld lines are caused by the inadequate bonding of two or more flow fronts when there is partial solidification of the molten plastic.
Remedies:
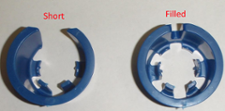
Short Shot
Description: As the term implies, short shots can be described as a situation where a molding shot falls short. This means that the molten plastic for some reason does not fully occupy the mold cavity or cavities, resulting in a portion where there is no plastic. The finished product becomes deficient because it is incomplete.
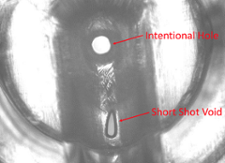
Causes: Short shots can be caused by a number of things. Incorrect calibration of the shot or plasticizing capacities can result in the plastic material being inadequate to fill the cavities. If the plastic is too viscous, it may solidify before fully occupying all the cavities and result in a short shot. Inadequate degassing or gas venting techniques can also result in short shots because air is trapped and has no way to escape; plastic material cannot occupy the space that air or gas is already occupying.
Remedies:





