

Active Member
|
[China]

Address: No.11, Road Changchun,Zhengzhou,Henan,China
Contact name:Angels Zhu

Zhengzhou Halnn Superhard Materials Co., Ltd |

|
|
High Cost Performance RCMN full form CBN Turning Insert Finishing Gray Cast iron Brake Disc
1. Halnn Tools RCMN full form CBN Turning Insert Finishing Gray Cast iron Brake Disc
According to statistics, in the cost of machine manufacturing industry, the cutting fluid
has occupied 15%, and the costs on cutting tools only have 3%~5%. So the new technology of dry cutting will become one new technology. It not only can lower the total costs, but also can reduce the environment pollution. In the process, the most important is cutting tool material.,In order to achieve high cutting speed and dry cutting type, the cutting tools materials need have High temperature red hardness, stability and low Coefficient of friction. The materials can be only cubic boron nitride in nowadays.
2. Why we Choose Halnn Tools full form CBN Turning Insert Finishing Gray Cast iron Brake Disc
Brake disc has low hardness, traditional cutting tools can machine brake disc, but why do the manufacturers also choose CBN inserts which costs higher than traditional cutting tools?
(1) Brake Disc belong to Mass production, it requires high on the production efficiency, traditional cutting tools,such as carbide insert can machine brake disc, but the process efficiency is low. It only suit for small production.
(2) Nowadays most mass production brake disc enterprise, they use CNC Lathe, and many manufacturer know that traditional cutting tools can be used for high speed cutting, when the cutting speed is above 350m/min, the insert will wear rapidly which will affect the production efficiency and the workpiece surface quality.
3.Application of CBN Turning Insert
Insert Grade | Suited Materials | Machining Type | Typical Application |
| BN-S300 | Gray Cast Iron | Roughing, Finishing | Brake Disc, Gearbox, Cylinder Liner Brake Drum, Cast Iron Engine, |
| BN-K20 | Gray Cast Iron | Roughing, Finishing | Brake Disc, Brake Drum, Cast Iron Engine,Gearbox |
| BNK30 | Cast Gray Iron, Iron based alloy | Roughing, Finishing | |
| BN-K10 | Cast Gray Iron, Powder Metallurgy | Finishing | Brake Disc,Powder Metallurgy Parts, Valve seat ring, Engine Cylinder bore |
4.Pictures of Halnn Tools CBN Turning Insert

5.Detailed Data of RCMN CBN Turning Insert
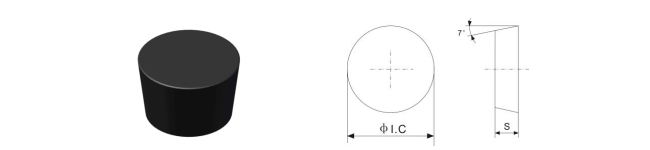 | |||||||||||
| Type | Dimension | Standard Chamfer | Grades | ||||||||
| L(mm) | φI.C(mm) | S(mm) | r(mm) | BN-K1 | BN-S10 | BN-S20 | BN-S200 | BN-S300 | |||
| RCMN060400 | 6.35 | 4.76 | S01020 S02020 S05020 S10020 | ● | ● | ● | ◎ | ● | |||
| RCMN090400 | 9.525 | 4.76 | ● | ● | ● | ◎ | ● | ||||
| RCMN090700 | 9.525 | 7.94 | ● | ● | ● | ◎ | ● | ||||
| RCMN120700 | 12.7 | 7.94 | ● | ● | ● | ◎ | ● | ||||
| RCMN150700 | 15.875 | 7.94 | ● | ● | ● | ◎ | ● | ||||
| RCMN190700 | 19.05 | 7.94 | ● | ● | ● | ◎ | ● | ||||
6.Application Case
| Item | Brake Drum Manufacturer | Image |
| Component Materials | GC250 (HT250) |  |
| Machining Process | Roughing, Dry Cutting | |
| Hardness | HB170~HB210 | |
| Selected insert | CNGN120412 | |
| Testing Performance Comparison | ||
| Insert Materials | Cutting Parameters | Machining Qty |
| Halnn BN-S300 | Vc=1150,Fr=0.2,ap=0.25 | 200 |
| Other PCBN | Vc=880,Fr=0.2,ap=0.25 | 30 |
The Tool Life of Coating CBN Inserts improved about 30%, And the roughness Kept Ra1.6 | ||
7.Our service
Pre-Sales Service
l ) Prompt reply and 24 hours online,professional
team to provide best price and quality product.
l ) Same testing support
l ) Every batch of products will be tested to ensure
its quality.
After-sales Service
l ) The real-time logistics information monitoring
l ) Any questions about the product can be consulted
at any time.
l ) Product with any problem can return





