

Active Member
|
[China]

Address: Room 703, Land Center T2, YanZhan Road, No.1111, QuJiang New District, Xi'an China
Contact name:Rachel Zhang

Xi'an Longjoy Foreign Trade Co.,Ltd |

|
|
Stub ends is a kind of steel butt welded pipe. It is usually a section inside the loose flange. Loose flange is commonly known as looper flange, including welding looper flange, flanging looper flange and butt welding looper flange. It is often used in the case of medium temperature and pressure are not high and medium corrosion is strong.
When the medium corrosion is strong, the flange contact medium part is Stub ends, mainly using high-grade corrosion-resistant materials such as stainless steel and other materials. On the outside, the flange ring of low-grade material such as carbon steel is used to clamp it to achieve sealing. Flanging overview: flanging is a stamping process. There are many kinds of flanging and different classification methods. According to the deformation properties, it can be divided into elongation flanging and pressure flanging shrinkage flanging.
Flanging: refers to the forming method of turning and erecting the straight edge along a certain curve at the edge of the plane part or curved surface part of the blank. The main factors affecting the ultimate flanging coefficient are: (1) the larger the elongation δ, strain hardening index and anisotropy coefficient of the plastic material are, the smaller the ultimate flanging coefficient is, which is conducive to flanging.
1, Processing method of butt welding flanging short joint hole: the processing method of prefabricated hole determines the edge condition of the hole.
2, When the edge of the hole is free of burr, tear, hardening layer and other defects, the smaller the limit flanging coefficient is, which is conducive to flanging.
3, At present, the prefabricated holes are mainly processed by punching or drilling methods. The data shows that the min of drilling is smaller than that of general punching.
4, The conventional punching method has high production efficiency and is especially suitable for machining large holes, but it will cause the defects of hardening layer, burr, tear and so on on on the surface of the holes, which will lead to the increase of the ultimate flanging coefficient.
5, The lower limit flanging coefficient can be obtained by means of heat treatment annealing after punching, hole repair or hole turning in the opposite direction of punching to make the burr in the inner side of the hole.
6, The method of deburring after drilling can also obtain lower limit flanging coefficient, but the production efficiency is lower.
7, Relative diameter of preformed hole of butt welding flanging short joint: the smaller the relative diameter of preformed hole is, the smaller the ultimate flanging coefficient is, which is conducive to flanging.
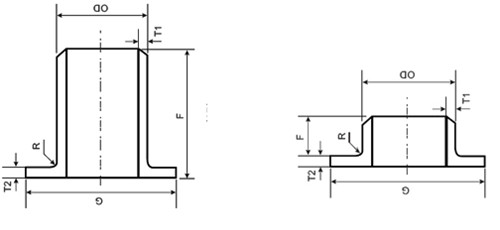
ANSI Butt Welding Ss Stub End Stainless Steel Pipe Fittings data sheet
| Nominal Diameter | Outside Diameter | Length | Diameter of Lap Nominal&Maximum | R | |||
| DN | NPS | OD | LP | SP | G | A Max | B Max |
| 15 | 1/2 | 21.3 | 76 | 51 | 35 | 3 | 0.75 |
| 20 | 3/4 | 26.7 | 76 | 51 | 43 | 3 | 0.75 |
| 25 | 1 | 33.4 | 102 | 51 | 51 | 3 | 0.75 |
| 32 | 1.1/4 | 42.4 | 102 | 51 | 64 | 5 | 0.75 |
| 40 | 1.1/2 | 48.3 | 102 | 51 | 73 | 6 | 0.75 |
| 50 | 2 | 60.3 | 152 | 64 | 92 | 8 | 0.75 |
| 65 | 2.1/2 | 73.0 | 152 | 64 | 105 | 8 | 0.75 |
| 80 | 3 | 88.9 | 152 | 64 | 127 | 10 | 0.75 |
| 90 | 3.1/2 | 101.6 | 152 | 76 | 140 | 10 | 0.75 |
| 100 | 4 | 114.3 | 152 | 76 | 157 | 11 | 0.75 |
| 125 | 5 | 141.3 | 203 | 76 | 186 | 11 | 1.5 |
| 150 | 6 | 168.3 | 203 | 89 | 216 | 13 | 1.5 |
| 200 | 8 | 219.1 | 203 | 102 | 270 | 13 | 1.5 |
| 250 | 10 | 273.1 | 254 | 127 | 324 | 13 | 1.5 |
| 300 | 12 | 323.9 | 254 | 152 | 381 | 13 | 1.5 |
| 350 | 14 | 355.6 | 305 | 152 | 413 | 13 | 1.5 |
| 400 | 16 | 406.4 | 305 | 152 | 470 | 13 | 1.5 |
| 450 | 18 | 457.2 | 305 | 152 | 533 | 13 | 1.5 |
| 500 | 20 | 508 | 305 | 152 | 584 | 13 | 1.5 |
| 550 | 22 | 559 | 305 | 152 | 641 | 13 | 1.5 |
| 600 | 24 | 610 | 305 | 152 | 692 | 13 | 1.5 |
1.Manufacturing standards of flanging: MSS sp-43, ASME b16.9, GB / t12459, etc. Materials are carbon steel, stainless steel, alloy steel, etc.
2.Langing aperture D and material thickness T, the preformed aperture that can be flanged is smaller, so the ultimate flanging coefficient is smaller.
3.Flanging deformation, the spherical or conical punch is the first contact between the front end of the punch and the preformed orifice, the bending deformation in the die mouth area is smaller than that of the flat bottom punch, and it is easier to produce plastic deformation at the orifice.
4. According to the law of volume invariance, the ultimate tangential strain value increases when the edge of the deformation area is about to crack during flanging. It can be seen that the ultimate flanging coefficient is smaller.
5. Shape of punch: the limit flanging coefficient of spherical punch is smaller than that of flat bottom punch.
6. In addition, the limit flanging coefficient of the punch with paraboloid, conical surface and large fillet radius is smaller than that of the punch with flat bottom.

a. Plastic bubble bag package b.Wove bag package c.Pallet d. Customized
Our ANSI Butt Welding SS Stub End Stainless Steel Pipe Fittings factory have high ability for production, the delivery time is 45days for small quantity, or if you are hurry for that, we can arrange and meet your shipping date.





