Active Member
|
[China]

Address: No.1613, honghai Bldg., Songgang Rd., Baoan Area ,Shenzhen , China
Contact name:Judy Le

Shenzhen Bwin Precision Tools Co., Ltd. |

|
|
Quick Detail:
Description:
Specifications:
| Brand | BWIN |
| Model | RDHX1003MOT RDHX12T3MOT |
| Color | Black |
| Workpiece | Steel/Cast iron |
| Type | CNC Milling Tool |
| Material | Tungsten Face Milling Insert |
| Processing Type | Medium Cutting |
| Feature | Excellent substrate |
| Wear resistant and durable | |
| Sharp and durable | |
| Smooth cutting | |
Good process performance | |
| Standard | ISO |
| Quantity | 10pcs/box |
| Weight | 0.015kg |
| Package | Plastic Box |
| Customized Support | OEM, ODM |
Lead Time:
| antity(pieces) | 1 - 3000 | >3000 |
| Lead time (days) | 7 | To be negotiated |
Notice:
Applications:
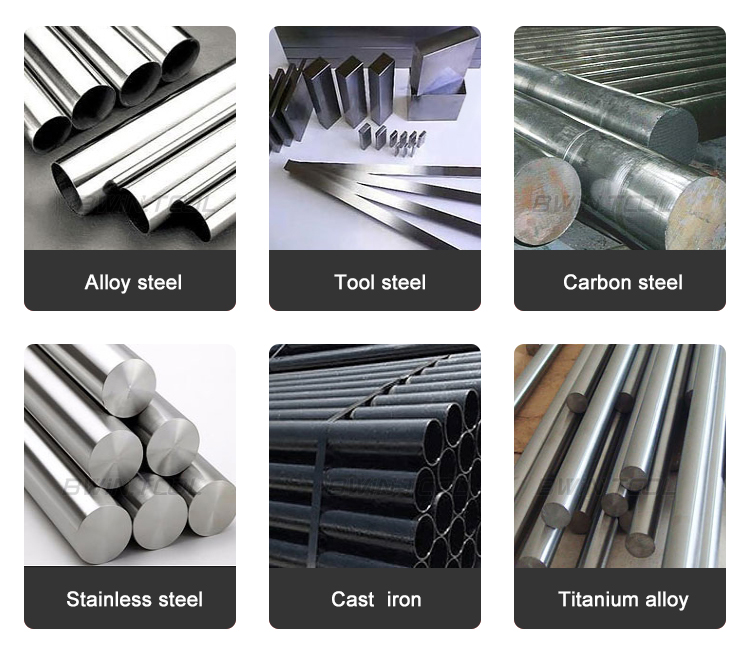
Our milling carbide insert could to be processed Alloy steel, Tool steel, carbon steel, stainless steel, Cast iron and Titanium alloy. Working material as following: