

Active Member
|
[China]

Address: 168 TangKou Road,Taohua Industrial Park,Hefei,Anhui
Contact name:Amy Zheng

Anhui Keye Information & Technology Co., Ltd. |

|
|
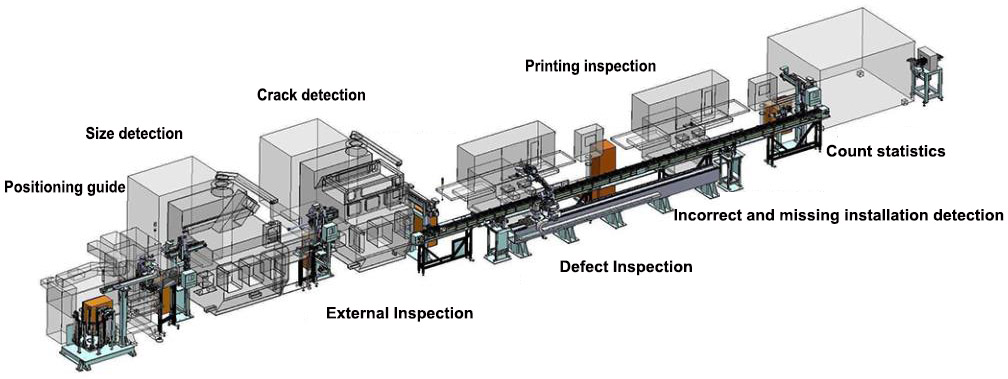
Full Automated Vision Inspection System Widely Used In Industry
The machine vision system improves the automation of production, makes it possible for dangerous working environments that are not suitable for manual operations, and makes large-scale and continuous production a reality, greatly improving production efficiency and product accuracy. The ability to quickly obtain information and process it automatically also provides convenience for information integration in industrial production. With the maturity and development of machine vision technology, it is not difficult to find that its application scope is more and more extensive. According to these fields, we can roughly summarize the five typical applications of machine vision, and these five typical applications can also basically be summarized. role in industrial production.

1. Image Recognition Application
Image recognition is the use of machine vision to process, analyze and understand images to identify targets and objects in various patterns. The most typical application of image recognition in the field of machine vision industry is the recognition of two-dimensional codes. Two-dimensional codes are the most common type of barcodes we usually use. Store a large amount of data information in this small QR code, and track and manage products through the barcode. Through the machine vision system, the barcode on the surface of various materials can be easily identified and read, which greatly improves the efficiency of modern production.
2. Image Detection Application
Inspection is one of the most important applications in the machine vision industry. Almost all products need to be inspected. However, there are many disadvantages in manual inspection. The accuracy of manual inspection is low. If you work for a long time, the accuracy cannot be guaranteed. The speed is slow, which easily affects the efficiency of the entire production process.
In addition, it can also be applied to color registration and color comparison inspection in the printing process, printing quality inspection of beverage bottle caps in the packaging process, barcode and character recognition on product packaging, and defect detection of glass bottles. Among them, the defect detection of glass bottles by machine vision system also includes the category of medicinal glass bottles, which means that machine vision also involves the field of medicine. , Bottle inspection, etc.
3. Visual Positioning Application
Visual positioning requires that the machine vision system can
quickly and accurately find the measured part and confirm its
position. In the field of semiconductor packaging, the equipment
needs to adjust the pickup head according to the chip position
information obtained by machine vision, accurately pick up the chip
and bind it. This is the most basic application of visual
positioning in the field of machine vision industry.
4. The Object Measurement Application
The biggest feature of machine vision industrial applications is
its non-contact measurement technology, which also has the
performance of high precision and high speed, but non-contact and
wear-free, eliminating the potential secondary damage caused by
contact measurement. Common measurement applications include gears,
connectors, auto parts, IC component pins, twist drills, Luoding
thread inspection, etc.
5. Object sorting application
In fact, the object sorting application is based on a link after
identification and detection, and the image is processed through
the machine vision system to achieve sorting. In machine vision
industrial applications, it is often used for food sorting,
automatic sorting of parts surface defects, cotton fiber sorting,
etc.
Our advantages
| 1. AI algorithm: high stability, adapting to the environment and background disturbance; different defect samples can be automatically identified after training |
| 2. Dataization: Independent database, save multiple samples, analyze non-good products, and retain history |
| 3. Multi-orientation: 360 ° comprehensive inside and outside the samples |
| 4. High precision: detection accuracy can be high |
| 5. Modularization, can flexibly increase or decrease the detection function according to customer actual needs |
| 6. Easy to operate: It is easy to operate and easy to maintain |
| 7. Safety: Medical grade material manufacturing, fully compliant with medical supplies production environment |





