

Active Member
|
[China]

Address: No.88, RongbeiRoad, Songjiang District, Shanghai
Contact name:Summer

KFWELD Electrical Technology Co., LTD |

|
|
KFWELD welding tool box including ignition gun, F-type folder, C-type folder, cleaning brush, steel brush, rasp and other tools, and can be adjust according to different customer’s requirement.

Exothermic welding introduction:
Exothermic welding in under the high temperature caused by the
aluminothermy reaction to realize the high quality weld connection.
This aluminothermy reaction is carried out in the high temperature
resistant graphite CAD weld mold. In normal conditions, more than
100 points can be welded with same mould and the reaction will
spend about 5-6 seconds only.
Exothermic welding feature:
1. Current carrying capability from welding point is same as conductor
with good conducting performance. After inspection, the DC
resistance ratio and change rate are almost zero before and after
welding. This is the level that any of the traditional welding
method cannot be compared.
2. No need of resources from outside. It can be operated indoor and
outdoor.
3. It won't be damaged by surge current. The test shows the conductor
will be melted earlier than welding points when under high current
impact in short period.
4. Corrosion or slack will not be produced from welding. As it is weld
junction,no contact surface, no residual stress, junction is stable
and reliable as long term conductive body.
5. As it is welding junction, connector and conductor are combined on
molecular.So it has a good mechanical strength and is a permanent
junction.
6. Equipment is simple, convenient and handy. The operation is easy
and can be done.
Exothermic welding application range:
applied to lightning protection and surge protection, computer
network construction, grounding project of electrical equipment,
railways, highways and petrochemical project construction.
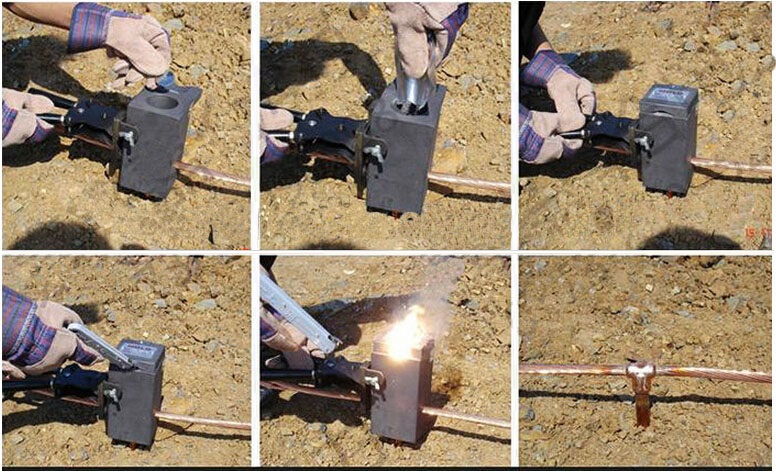
Exothermic welding operation process:
1. Clean the joint of the mold and the welded conductor and place the
welded conductor at the central position of the mold cavity;
2. Close the mold and arrange a metal protective ring at the bottom of
the mold smelting furnace;
3. Pour in the hot fusion welding and spray pyrophoric powder on the
surface, to the mold mouth, of the flux;
4. Cover the mould cover and ignite the pyrophoric powder at the mould
mouth by using a burning torch;
5. The hot fusion melting flux is subjected to high temperature
reaction in the mould after being ignited;
6. Open the mould after natural cooling when the reaction is finished.
Matters Needing Attention:
1. Unrelated person should not stay within 1.5 meters away from the
operation site during construction.
2. Inflammable goods should not be placed within 1.5 meters away from
the operation site during construction.
3. The operating personnel must put on heat-resisting working gloves.
4.The operating staff should not perform construction in front of
the mouth of melted mold.
5. The operating staff should be at least 1.5 meters away from the
melted mould immediately once the pyrophoric powder is ignited.
6. No one could contact the melted module directly after fusion
welding is finished.
7. The melted module and the welded wire are cooled for 30 seconds
after fusion welding is finished and then taken out by using a
pincer.
8. Welded wire is subjected to insulation treatment only when the wire
is completely cooled.
This series of products include exothermic welding mold, mold Handle clamp, exothermic welding powder and supporting operation tool kit.
Contact:
KFWELD Electrical Technology Co., LTD
Miss Summer
TEL: 86-21-34977237
FAX: 86-21-34110771
MOB: 86-13917179469
Email: summer@shkfweld.com sales@shkfweld.com admin@shkfweld.com
QQ: 1441294061
Skype: lkqf1985
WeChat: lkqf214
Website: www.shkfweld.com





