
|
|
[China]

Trade Verify
Address: Fumin Technopark B, Wen Tang Heng Ling Industrial, Dongcheng District,Dongguan,Guangdong Province,China.
Contact name:Claire Li

Ming Feng Lighting Co.,Ltd. |
|
Verified Suppliers
|

|
|
NSF IP69K IP66 LED UFO High Bay Light 100-200W 150lm/W For Freezers Cold Storage Production Floor Food Processing Area
![]()
1. Unique designed for food processing application. NSF certified.
2. Suitable for cleaning by high pressure water jets &
IP65.Polycarbonate lens.
3. The smooth shape eliminates exposed hardware and screws as well
as prevents dust andmoisture from collecting, enhancing the safety
for food processing applications.
4. Very strong heat dissipation. Suitable for ambient temperature
of 50 °C.
5. Durable and corrosion-resistant power coat finish.
6.LU-MILEDS LED and branded driver --Sosen.
7.100-277V,1-10V dimmable.
8.Built-in microwave sensor.

![]()
Energy Efficiency: LED High Bay Lights utilize state-of-the-art LED technology, enabling them to provide high-quality lighting while consuming significantly less energy compared to traditional lighting sources. This exceptional energy efficiency translates into reduced electricity bills and a reduced environmental impact, promoting sustainability.
Extended Lifespan: LED High Bay Lights boast an impressive lifespan, outperforming traditional lighting sources. With some models lasting up to 50,000 hours, these lights require minimal maintenance and replacement, resulting in reduced maintenance costs and improved operational efficiency.
Superior Brightness: Designed to illuminate large spaces, LED High Bay Lights deliver exceptional brightness. They offer high lumen output, ensuring optimal visibility and enhanced productivity in industrial and commercial settings. The lights also provide excellent color rendering and uniform illumination, ensuring consistent and accurate lighting conditions throughout the space.
Robust Durability: LED High Bay Lights are specifically engineered to withstand challenging working environments. They are crafted from high-quality materials, ensuring durability and longevity. These lights are built to be impact-resistant, capable of withstanding vibrations, and designed to be waterproof, making them suitable for use in areas exposed to moisture or dust. Their robust construction guarantees reliable performance even in harsh conditions.
Customization Options: LED High Bay Lights offer a wide range of customization options to cater to different space requirements. They are available in various sizes, shapes, and colors, allowing users to select the most suitable lighting solution for their specific needs. Furthermore, these lights can be dimmed or controlled remotely, providing flexibility in adjusting the lighting levels based on specific tasks or preferences.
![]()
| Item Code | MF10-100W-120-H-XXK | MF15-150W-120-H-XXK | MF20-200W-120-H-XXK |
| Wattage | 100W | 150W | 200W |
| Working Voltage | AC100-277V | ||
| CCT | 4000K,5000K, 5700K | ||
| Lamp Bead Model | 2835 LUM-ILEDS | ||
| LED Driver | Sosen | ||
| Beam Angle | 120° | ||
| Lighting Efficiency | 135LM/W | ||
| CRI | Ra> 80 | ||
| Operating Temperature | -40°F~ 122°F | ||
| Storage Temperature | -40F~158F | ||
| Environment Location | Dry/Wet Location | ||
| Life span | 250000H | ||
| Lamp shell | Bright White / Sand Silver | ||
| Certification | UL,NSF,IP69K | ||
![]()
Dimension: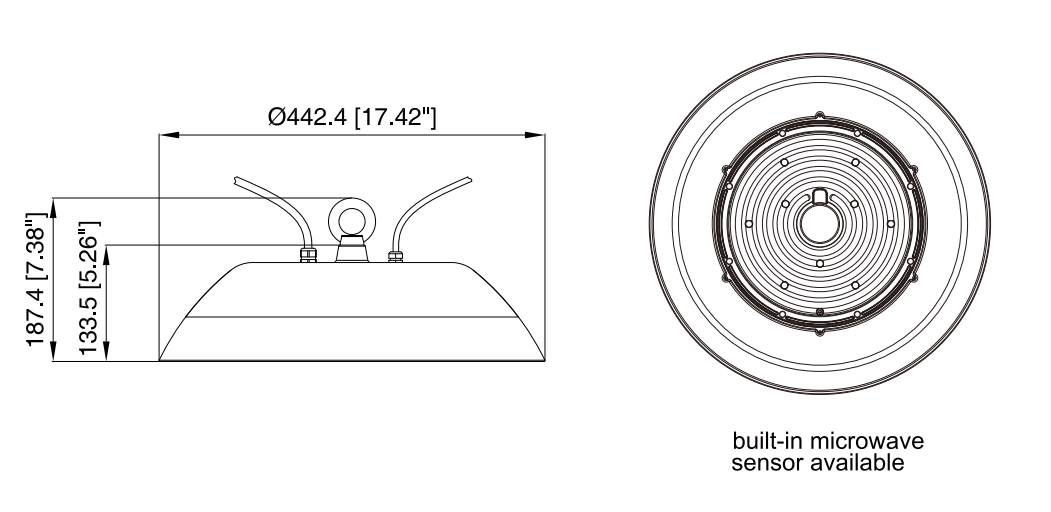
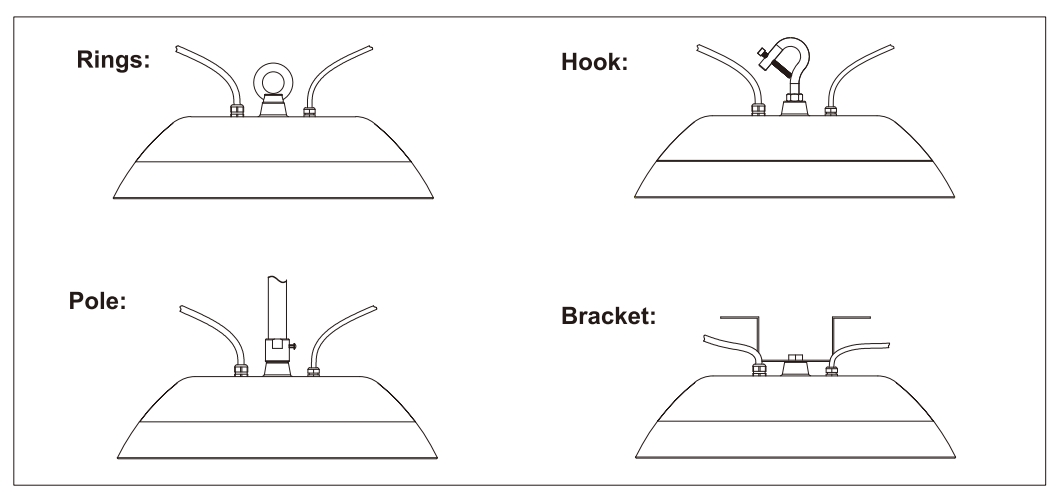
Installation:
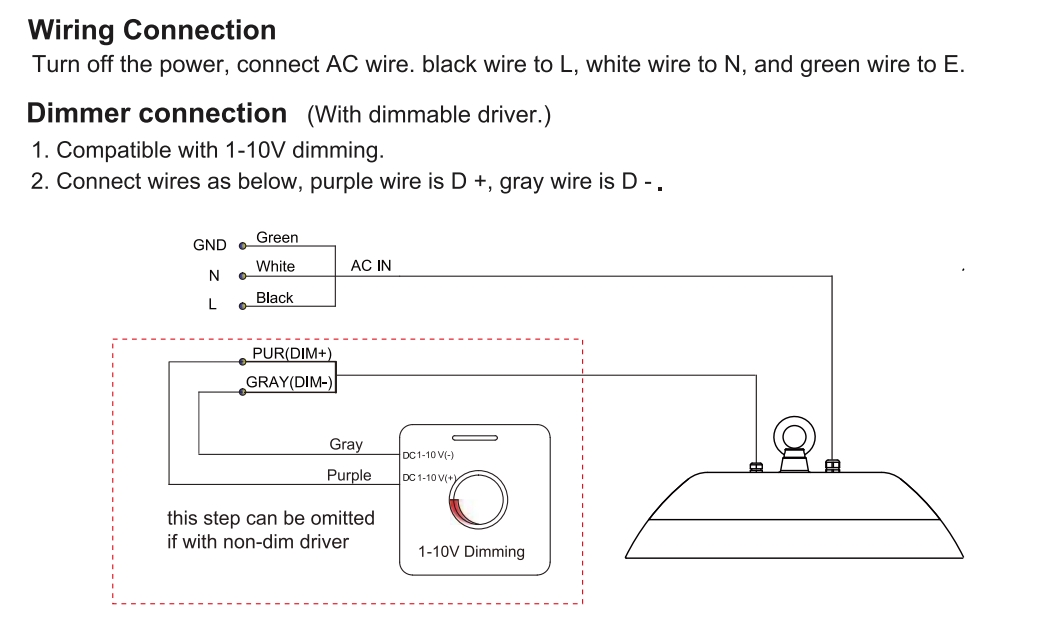
Connection:
![]()
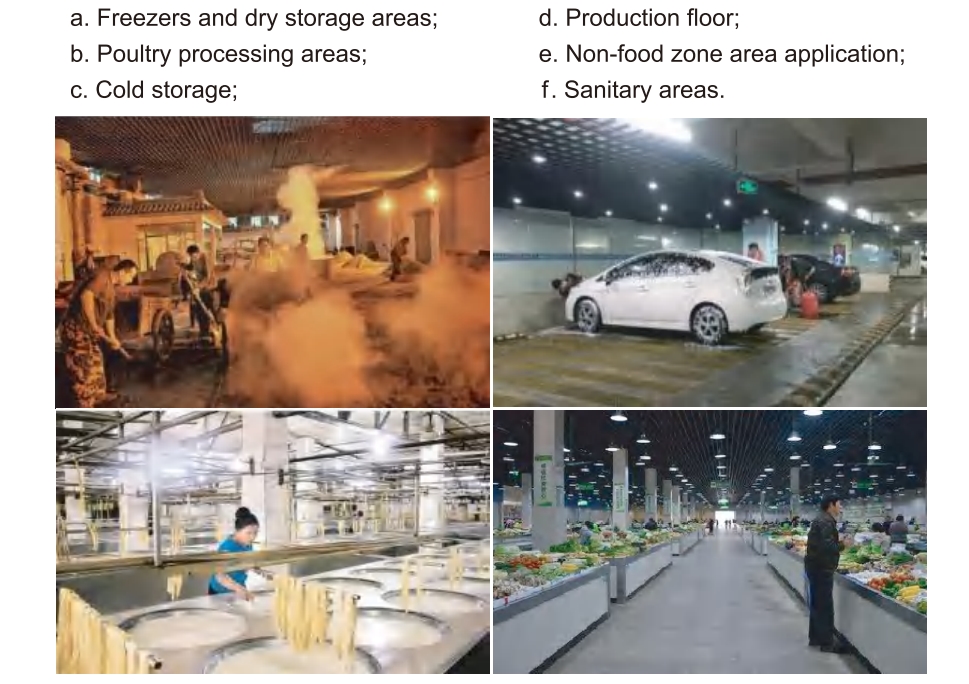
NSF certified LED High Bay Lights are commonly used in food processing environments that require high levels of hygiene and safety, such as:
1.Food processing plants: LED High Bay Lights can be used in
production, inspection, quality control, refrigeration, and storage
areas in food processing plants, providing bright, clear, and safe
lighting for operators to ensure food quality and safety.
2.Food warehouses and distribution centers: LED High Bay Lights can
be used in storage and sorting areas of food warehouses and
distribution centers, providing adequate lighting for workers to
accurately inspect and handle food.
3.Food retail stores: LED High Bay Lights can be used in display
areas and stockrooms of food retail stores, providing bright and
clear lighting for customers while maintaining food quality and
safety.
4.Food service establishments: LED High Bay Lights can be used in
food service establishments such as restaurants, hotels, and fast
food chains, providing safe and hygienic lighting solutions for
staff and customers.
In summary, NSF certified LED High Bay Lights are commonly used in
food processing and storage environments to ensure food quality and
safety meets hygiene standards. These lights are efficient,
durable, safe, and easy to clean, providing clear, even,
energy-saving lighting that meets the hygiene and safety
requirements of the food processing industry.
Industrial Warehouse Lighting:
In large industrial warehouses, LED High Bay Lights are the perfect
lighting solution. With their high brightness and uniform
illumination, they effectively light up vast spaces, ensuring
excellent visibility for workers and enhancing safety. The
customizable lighting distributions allow for precise lighting
control, minimizing shadows and dark areas. The durable
construction of LED High Bay Lights, including their impact
resistance and waterproof features, makes them ideal for
withstanding the demanding conditions of warehouses. Additionally,
their energy efficiency and long lifespan contribute to significant
cost savings and reduced maintenance requirements.
The high-quality lighting provided by LED High Bay Lights helps
improve productivity and accuracy in tasks such as inventory
management, assembly lines, and order fulfillment. The adjustable
color temperature options allow for customization based on specific
requirements, ensuring optimal working conditions. The superior
color rendering index (CRI) enables accurate color representation,
crucial in distinguishing between different products and
identifying potential issues.
LED High Bay Lights can be easily installed at various mounting
heights, accommodating the specific needs of different warehouses.
Their efficient heat dissipation technology ensures consistent
performance even in high-temperature environments, reducing the
risk of overheating and maintaining the longevity of the lights.
The ability to control the lights remotely or through dimming
options allows for further flexibility in adjusting the lighting
levels based on specific tasks or time of day.






