|
|
[China]

Trade Verify
Contact name:Daisy He

Shanghai Genius Industrial Co., Ltd |
|
Verified Suppliers
|

|
|
Robotic aluminum welding introduction
If the welded part is aluminum and the surface of the aluminum has an oxide film, preparation before welding is also very important.
1. When welding aluminum and aluminum alloys before welding, the
oxide film and oil stain on the workpiece weld and the surface of
the wire should be strictly removed before welding. The quality of
the cleaning directly affects the welding process and joint
quality, such as the tendency of the weld porosity and mechanical
properties. Chemical cleaning and mechanical cleaning are
often used.
1) Chemical cleaning
Chemical cleaning has high efficiency and stable quality, and is suitable for cleaning welding wire and workpieces with small size and batch production. Both the dip method and the scrub method can be used. It can be degreased on the surface of organic solvents such as acetone, gasoline, kerosene, etc., and washed with 5% ~ 10% NaOH solution at 40 °C ~ 70 °C for 3 min ~ 7 min (pure aluminum time is slightly longer but not more than 20 min), flowing water rinse Then, pickle with a 30% HNO3 solution at room temperature to 60 ° C for 1 min to 3 min, rinse with running water, air dry or dry at low temperature.
2) Mechanical cleaning
Mechanical cleaning is often used when the workpiece size is large, the production cycle is long, and after multi-layer welding or chemical cleaning. First wipe the surface with an organic solvent such as acetone or gasoline to remove the oil, and then directly brush it with a copper wire brush or a stainless steel wire brush with a diameter of 0.15 mm to 0.2 mm until the metal luster is exposed. Generally, it is not suitable to use a grinding wheel or ordinary sandpaper to prevent the sand from remaining on the metal surface. When welding, it enters the molten pool to produce defects such as slag inclusion. In addition, the surface to be welded can also be cleaned by a scraper, a file.
After the workpiece and the wire are cleaned and cleaned, an oxide
film is regenerated during storage, especially in a humid
environment where the oxide film grows faster in an environment
contaminated by acids, alkalis. Therefore, the storage time of the
workpiece and the wire after cleaning and cleaning to the welding
should be as short as possible. In the case of humid climate, the
welding should generally be carried out within 4 hours after
cleaning. If the storage time is too long after cleaning (for
example, more than 24 hours), it should be reprocessed.
2. Backing plate Aluminum and aluminum alloy have low strength at
high temperature, and the liquid aluminum has good flowability, and
the weld metal is liable to collapse under welding. In order to
ensure penetration and no collapse, the backing plate is used to
support the molten pool and nearby metal. The backing plate may be
a graphite plate, a stainless steel plate, a carbon steel plate, a
copper plate or a copper rod. A circular arc groove is formed on
the surface of the pad to ensure the back surface of the weld. It
is also possible to mold double-sided molding without padding, but
it requires skilled welding operations or advanced technological
measures such as strict automatic feedback control for arc welding
energy.
3. Pre - heating thin and small aluminum parts before welding are
generally not preheated. Pre - weld preheating can be carried out
when the thickness is 10 mm ~ 15 mm. According to different types
of aluminum alloy preheating temperature can be 100 °C ~
200 °C, available oxygen Heating with an acetylene flame, an
electric furnace or a blowtorch. Preheating can reduce the
deformation of the weldment and reduce defects such as pores.
Robotic aluminum welding specification
| Robot model | GNS1400W - 06 | |
| Application | Arc welding | |
| Mounting | Vertical ground installation, lifting, hanging | |
| Number of axes | 6 | |
| Payload | 6kg | |
| Max working radius | 1400mm | |
| Repeated posiontioning accuracy | 0.03mm | |
| Maximum joint range | J1 | RV reducer ±160° |
| J2 | RV reducer +110°, -70° | |
| J3 | RV reducer +65°, -120° | |
| J4 | RV reducer ±150° | |
| J5 | Hollow harmonic reducer +105°, -110° | |
| J6 | Hollow harmonic reducer ±320° | |
| Maximum joint speed | J1 | RV reducer 201.9°/S |
| J2 | RV reducer 198.3°/S | |
| J3 | RV reducer 198.3°/S | |
| J4 | RV reducer 296.2°/S | |
| J5 | Hollow harmonic reducer 197.5°/S | |
| J6 | Hollow harmonic reducer 247.2°/S | |
| Allowable bending moment N.m | J4 | RV reducer 9.8N.m |
| J5 | RV reducer 9.8N.m | |
| J6 | Hollow harmonic reducer 4N.m | |
| Allowable inertia Kg.㎡ | J4 | RV reducer 0.3kg.㎡ |
| J5 | RV reducer 0.3kg.㎡ | |
| J6 | Hollow harmonic reducer 0.05kg.㎡ | |
| Body total weight | KG | 185KG |
| Operating environment | Temperature | 0℃ - 45℃ |
| Humidity | 20% - 80% | |
| Others | Keep away from corrosive gases or liquids or explosive gases, | |
| Power capacity | 6KVA (Robot) + 24KVA (Welding source ) | |
Robotic aluminum welding manufacturer

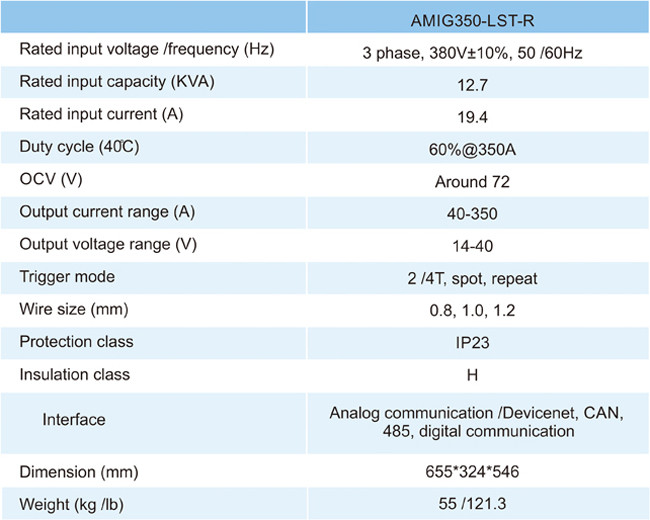
Robotic aluminum welding power source