Active Member
|
[China]

Address: No.9 of ZHONG OU ZHI ZAO PORT OF TIAN JI ROAD, HIGH-TECH ZONE, JINAN CITY, CHINA
Contact name:Linda

SHANDONG WAMI CNC TECHNOLOGY CO.LTD |

|
|
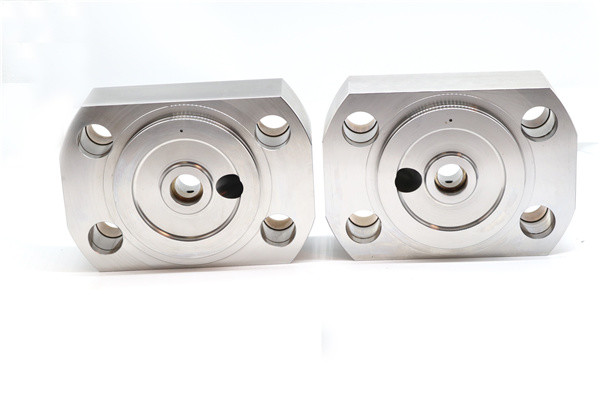
020074-1 WaterJet 87K Intensifier Pump Parts End Bell Assembly Right Hand Waterjet pump parts
Intensifier pump and parts
Intensifier pump accessories are composed of Intensifier pump, accumulator, high-pressure cylinder, check valve, inner liner, piston, ceramic rod, sealing group, copper cake, end cover, plug, etc. The parts are part of the Intensifier accessories, and the Intensifier accessories also determine the waterjet cutting ability and quality.
Oil cylinder end cover: The oil cylinder end cover is installed at both ends of the oil cylinder through four sets of tie rods. Each oil hole is equipped with a low-pressure sealing ring. The oil inlet and outlet ports are equipped with an oil circuit board, and the plunger rod passes through the center hole.
20074-1 WaterJet 87K Intensifier Pump Parts End Bell Assembly Right Hand Waterjet pump parts description:
| Product Name | End Bell Assembly |
| Model Number | 20074-1 |
| Brand | WAMIT |
| Application | Waterjet Intensifier Pump |
| Size | Standard |
| Weight | 1.86kg |
| Feature | Long service life |
| Condition | New |
020074-1 water jet end cap assembly:
Waterjet turbocharger assembly: how to determine the end cap processing plan and processing method
There are many ways to process end caps. According to the different times of processing the bearing chamber and the spigot, it can be divided into two processing schemes.
1. The first processing plan:
The bearing chamber and the stop are machined in one clamping. The basic steps are:
(1) Clamp the end cover on the jaws of the machine tool, and align the center and end face.
(2) Rough turning bearing chamber, end face of bearing chamber, windshield ridge plane and stop.
(3) Slightly loosen the jaws, and finish turning the stop and end face.
(4) Precision turning bearing room.
(5) Drilling and tapping.
The advantages of this processing scheme: Since the stop and the bearing chamber are precision-turned in one clamping, their coaxiality is higher and the auxiliary man-hours are less. The disadvantage is that the bearing chamber is prone to deformation due to excessive clamping stress. Therefore, after rough turning, the jaws must be loosened slightly to avoid clamping deformation. After the jaws are loosened, the speed of the fine turning must be reduced accordingly. The degree of loosening is not easy to grasp. If the loosening is not enough, deformation will still occur. If it is loosened too much, the workpiece may move during cutting or even thrown out of the jaws, causing a safety accident.
2. The second processing plan
The bearing chamber and the stop are machined in two clampings. The basic steps are:
(1) Clamp the end cover on the jaws of the machine tool, and align the center and end face.
(2) Rough turning bearing room, the end face of the bearing room and the plane of the windshield.
(3) Rough turning and finishing turning.
(4) Install the spigot of the end cap on the spigot mold and press it tightly.
(5) Finished turning bearing chamber and outer end surface of bearing.
(6) Drilling and tapping.
Contrary to the one-time clamping process, the advantages of the two-time clamping process are that the clamping stress has little effect on the deformation of the finishing part, the clamping is stable and reliable, and the cutting speed can be appropriately increased. The disadvantage is that the stop and the bearing chamber are not precisely turned out in one clamping, and it is easy to produce different shafts due to poor quality of the positioning fixture or improper clamping; at the same time, two clampings lead to an increase in auxiliary man-hours. However, for large end caps with larger cutting volume, due to the stable clamping and increased cutting volume, the pre-cutting man-hours saved by the surface can compensate for the auxiliary man-hours of two clampings, and sometimes the total production efficiency is higher than that of a clamping processing plan. some.
020074-1 WaterJet 87K Intensifier Pump Parts End Bell Assembly Right Hand Waterjet pump parts: