

Active Member
|
[China]

Address: ROOM A, 12 FLOOR, ALISHAN NORTH BUILDING, XIAMEN, FUJIAN, CHINA
Contact name:Lusca

MITNIK CONSTRUCTION MACHINE COMPANY |

|
|
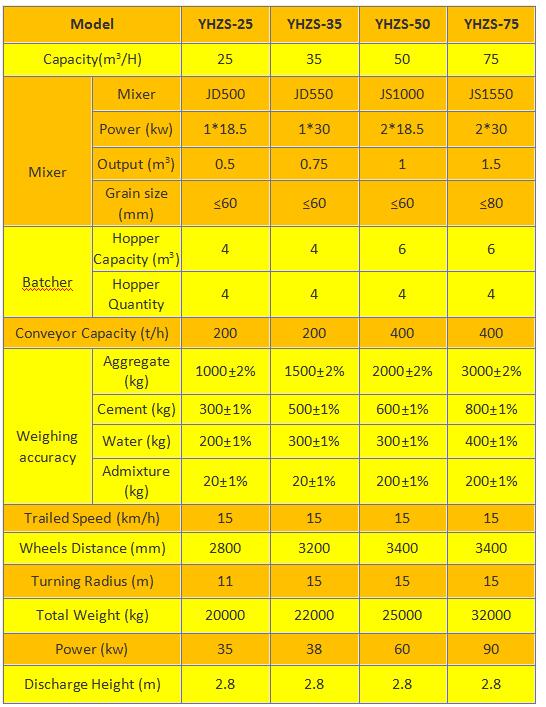
Features of belt conveyor concrete batching plant
Combining our domestic costruction situation, we designed the belt
conveyor concrete batching plant. It adopts the world popular quick
installation modular structure, efficient imported concrete mixer,
computerized controlled system and environment friendly design.
this series of concrete batching plant is mainly used for porjects
like bridge, water conservancy, airport, dock and premixed concrete
product factories where large quantity of concrete is needed.
Aggregates batcher
1. The batcher,with 3-5 aggregate hoppers,can be designed as per
customer’s requirements. There are independent weighing hoppers and
belt conveyor under the aggregate hoppers that could be designed as
steel structure type, underground and half-underground types. the
aggregates can be fed into the aggregate hoppers by wheel loader or
belt conveyor;
2. The hopper discharging gates and discharging speed are
controlled by computer via cylinder.After weighing, the aggregates
will be conveyed to the transitional hopper above the mixer.
3. Each of the aggregate is weighed individually, the weighing
accuracy is guaranteed. The accuracy of aggregate proportional
ratio is realized through computer controlled system which
automatically add the aggregates if there is a shortage of them, it
also warns us if the aggregates are overweight.
Aggregate conveyor
1. The weighed aggregates are conveyed into the transitional hopper
by belt conveyor. We can use trough belt conveyor to save place.
2. The closed aggregates belt conveyor are designed to protect the
machine and enable the plant to work under all-weather condition.
Mixing tower
1. Modern modular structure designed mixing tower. All parts of the
mixing tower are connected by bolt and nuts structure. it is easy
and fast to install and dismantle the whole plant.
2. It is equipped with maintenance and repair platforms and stairs.
3. Closed structure design, closed aggregate belt conveyor and
external 360 degree lighting enable the all-weather operation.

Water and liquid weighing
1. Water weighing and supplying are controlled by precise weighing
sensor,pneumatic butterfly valves and spherical valves, which
guarantee the weighing accuracy;
2. The pressurized water by water pump can spray out and mix with
the materials rapidly in the mixer, it can also wash the mixer
thoroughly at the same time;
3. The liquid additive weighing system, with weighing sensor has
unique leakage-proof device. the liquid additive is mixed with
water and sprayed out in the mixer;
Cement and fly ash weighing and conveying
1. Cement and fly ash are stored in cement silos, conveyed to
transitional hopper by screw conveyor,weighed by high-precision
weighing sensor,controlled by computer.
2. The weighing hopper will discharge the cement and fly ash into
the mixer by opening the pneumatic butterfly valve, when the weight
reaches the set perimeter and the computer will stop the screw
conveyor.
Control system
1. Automatic and manual control are available;
2. Dynamic display of the production process and monitoring in real
time;
3. Saving the data of production parameters in the computer,
printing of the daily, monthly and yearly statistic reports of
production.
4. Weighing accuracy:automatically re-feeding if there is a
shortage of aggregate and warning if the aggregates are overweight.






