Introduction
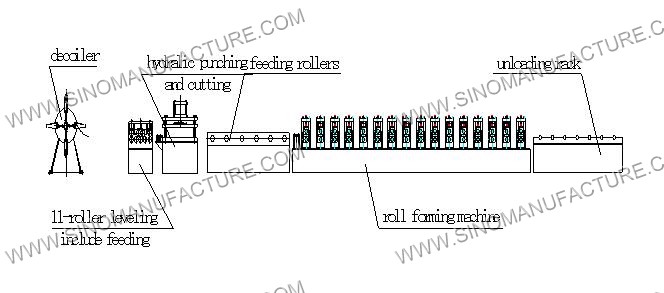
Guard rail forming machine is made up of decoiler, flatting
equipment, punching equipment, molding equipment, cutting
equipment, hydraulic system, control system and supporter.
Guardrail Machine 1. Main specification 1.1 Material Ø Raw
material:
·the scrap of cold- roll after slitting:Q215,Q235A,scrap, etc. ·the vertical
accuracy:
1.0mm/m Ø Thickness of coil
:
2.0-3.0mm Ø Width of coil
: Max 480mm breadth
accuracy:±0.5mm; Ø Inner diameter of
coil:
Ф508±20 mm Ø Outer diameter of
coil:
≤Ф1200mm Ø Weight of
coil:
≤3T Ø Whole line Out
dimension:
16000mm×1800mm×1400mm 1.2 Specification:
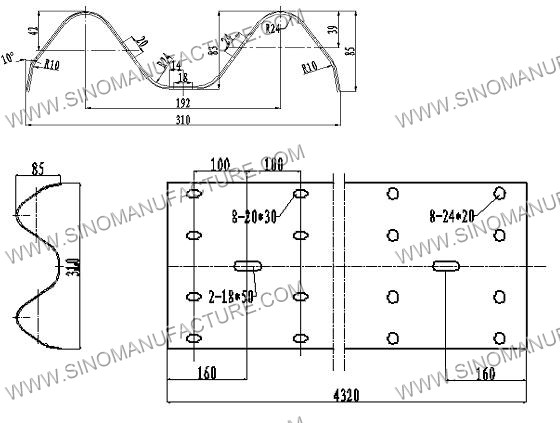
Ø
Profile: Ø Tolerance of cutting
length: ±2mm Ø Line speed:
3-10M/min Ø Voltage:
380V±10%;50HZ 2. Work-flow: Loading coil →hydraulic uncoil →leveling and feeding →punching
→feeding to roll forming→ roll forming →cutting →run out sheet 3.Equipment structure description 3.1 Hydraulic un-coiler Function: to support and release the coil The frame is welding by H-beam,gearbox drive,brake device. Data: Capacity of
loading
≤3T
Motor:
1-2.2kw Inner diameter of
shaft: Φ508mm Outer diameter of coil:
Max Ф1200mm 3.2 Leveling and feeding device Function:release the head of coil and tow to the leveling device
,making the coil straight for the different width. Servo-motor
drive ,feeding for step by step, and the tolerance of feeding
is ±0.2mm Data: Thickness of coil : 2.0-3.0mm Width of
coil: Max
480mm 3.3 Punching device Function:To punch the hole for connect and
installation Structure:Hydraulic driver, two molds punch the
hole exactly Data: Thickness of coil : 2.0-3.0mm
Material of punch: Cr12 3.4 Feeding roller Function:to feed the sheet after punching
and cutting to roll forming machine,motor driver Structure:The frame is welding by
H-beam,the roller material is coated Cr(Zn),motor driver Data:Thickness of coil :2.0-3.0m,width
500mm 3.5 Roll forming machine Function:Roll forming for the profile of guardrail
Use the welding frame H-beam,motor driver ,gear /sprocket
driving
Date:Forming step: 17-step form Diameter of shaft: φ90mm Material of roller: GCr15 Space from one stand to another: Approx
480mm Line
speed:
3~10m/min Out
dimension:
16000mm×1800mm×1400mm
3.6 Cutting device Function:To cut the coil for the right
length Structure:hydraulic driver,measure the
length automatically,cut automatically, Also control by hand. Data: Thickness of coil : 2.0-3.0mm Material of punch: Cr12 3.7 Run-out table Function:For the run-out formed sheet Structure:The roller is coated Cr (Zn) Data:Thickness of coil
:2.0-3.0m,width 500mm 3.8 Hydraulic
system Function:To use the punching and cutting device driving Describe:The main control component adopt the famous brand (Italy
ATOS),oil tank adopt the China famous brand Pressure system : 0~16MPa 3.9 Electric control system
The whole line use the PLC control,LCD,Control the quantity,
cutting length automatically with the airthmometer, it is operated
by auto or manual 3.9.1 M/C controlling The motor speed of M/C is adjusted by transducer; give an alarm
when here are troubled. Panel sample Engineering |