
|
|
[China]

Trade Verify
Address: NO.61 Xiachen'an Road,Xiwu Street,Fenghua District,Ningbo,China.315505
Contact name:Peter

Ningbo Suntech Power Machinery Tools Co.,Ltd. |
|
Verified Suppliers
|
|
|
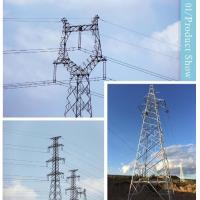
ASTM123 230kv Lattice Steel Towers Overhead 400 Kv Transmission Line Tower
Quick Detail:
Electrical power 230kv towers overhead 400 kv transmission line tower steel electric pole 30m
PRODUCT DESCRIPTION
| Electrical power 230kv towers overhead 400 kv transmission line tower steel electric pole 30m | |
Specifications:
The product features:
As the traditional transmission line equipment, Angle steel tower has the field widely used, the characteristics of the design code, the craft is mature, at different distances, different voltage level are showing the advantages and general applicability
The design of Power Transmission line tower depends on, type of conductor and Earth-wire, wind zone, deviation angle and material specification. These towers are galvanized to protect the steel from corrosion. The galvanizing coating thickness depends on the weather conditions at the location of tower.
Steel Grades
Angle Steel: Chinese steel Q345B, which same to ASTM A572 GR50
Other webs, bracing and not stress plate and angle steel: Chinese
Q2230B, which same to ASTM A36
Plates: Chinese steel Q345B, which same to ASTM A572 GR50
Bolts: Chinese grade 6.8 and 8.8, which similar to ASTM A394
A) Dimension and tolerance for angle are according to GB/T1591-1994
B) Hot dip galvanization in accordance with GB/T 13912-2002, which
similar to ASTM A 123
C) The welding will be performance in accordance with AWS D1.1 or
CWB standard
Voltage: Power transmission equipment/electric transmission line Angle Iron tower grade:35KV/66KV/110KV/220KV/330KV/500KV/750KV/800KV/1000KV
Here is fabrication process for our transmission tower; however, both parties must discuss all drawings and confirm all shop drawings, technical specification, and which standard to conform. Before mass production, we must received all signed approved shop drawings and technical documents from our client.
Our Fabrication shall be in strict accordance with detail Drawings prepared by the Contractor and approved by the Engineer. Fabrication shall begin after the approval of the shop assembly and tests.
| Shearing | A:Shearing and cutting shall be performed carefully and all
portions of the work which will be exposed to view after completion
shall be finished neatly. Manually guided cutting torches shall not
be used. B:All material over 13 (or 12) mm thick shall be cold sawn or machine flame cut. C:Cropping or shearing shall be allowed for material thickness of 13 mm or less. Flame cutting of high yield steel shall be preceded by a slight preheat operation by passing the cutting flame over the part to be cut. All flame-cut edges shall be ground clean. |
| Bending | Our company owaned the bending machince. Frether more, we can manufacture the towers with hot bending or cold bending according to client's requirements. |
| Welding | No welding shall be done unless prior approval has been obtained
from the Engineer. Welding shall not be allowed at tower attachment points for conductor, shield wire, insulators or associated assemblies or brackets |
| Sub-punching | All holes in structural steel less than 10 mm thickness may be
punched to full size unless otherwise noted on the approved
Drawings. Holes shown on the Drawings as drilled holes and all
holes in structural steel 10 mm or more in thickness and tension
members of cross-arms shall be drilled or sub-punched and reamed. All holes shall be clean cut and without torn or ragged edges. All burrs resulting from reaming or drilling shall be removed. All holes shall be cylindrical and perpendicular to the member. Where necessary to avoid distortion of the holes, holes close to the points of bends shall be made after bending. |
| Punching | For punching to full size, the diameter of the punch shall be 1.0 mm larger than the nominal diameter of the bolt, and the diameter of the die shall not be more than 1.5mm larger than the diameter of the punch. For sub-punching, the diameter of the punch shall be 4 mm smaller than the nominal diameter of the bolt, and the diameter of the die shall be not more than 2 mm larger than the diameter of the punch. Sub-punching for reamed work shall be such that after reaming no punch surface shall appear in the periphery of the hole |
| Hole Size | Where holes are reamed or drilled, the diameter of the finished hole shall be not greater than the nominal diameter of the bolt plus 1.0 mm. |
| Galvanizing | All material shall be hot-dip galvanized after fabrication in
accordance with the latest revision of GB/T 13912-2002 or ASTM
Specification A 123. Material that has been rejected because of bare spots or other coating defects shall either be stripped and re-galvanized, or the uncoated areas shall be recoated by an approved method. All plates and shapes which have been warped by the galvanizing process shall be straightened by being re-rolled or pressed. The material shall not be hammered or otherwise straightened in a manner that will injure the protective coating. Approval shall be secured from the Engineer if galvanizing is done outside of the Contractor's plant. All galvanized steel work shall be protected against white storage stain by using an approved solution treatment immediately following galvanizing. |
| Packing | Our product will be packed into several bundles whose weight is 2~3 MT or according to your requirement. |
Hot dip galvanizing | Standard | Steel thickness/mm | Mean coating thickness/μm | Metallic Element | Content |
Pole shafts,cross arms&bolted on accessories | ASTM A123/ A123M-15 AS/ NZS 4680 | >6 | 85 | Mn | 0.25%-0.40% |
| <3-6 | 70 | ||||
| 1.5-3 | 55 | Cu | <0.15% | ||
| <1.5 | 55 | ||||
| Bolts,nuts&washers | GB/T 5267.3-2008 | _____ | ≥ 54 | P | <0.025% |
| (ISO 10684-2004) | |||||
| Foundation bolts | ASTM A153/ A153M-09 | _____ | ≥ 54 | S | <0.03% |






