

Active Member
|
[China]

Address: Room 503 Anxin Building, No 536 Shenhui Road, Liuyue community, Henggang Street , Longgang District, Shenzhen City, Guangdong Province, China
Contact name:Fannie Chan

Shenzhen Guanhong Automation Co., Ltd. |

|
|
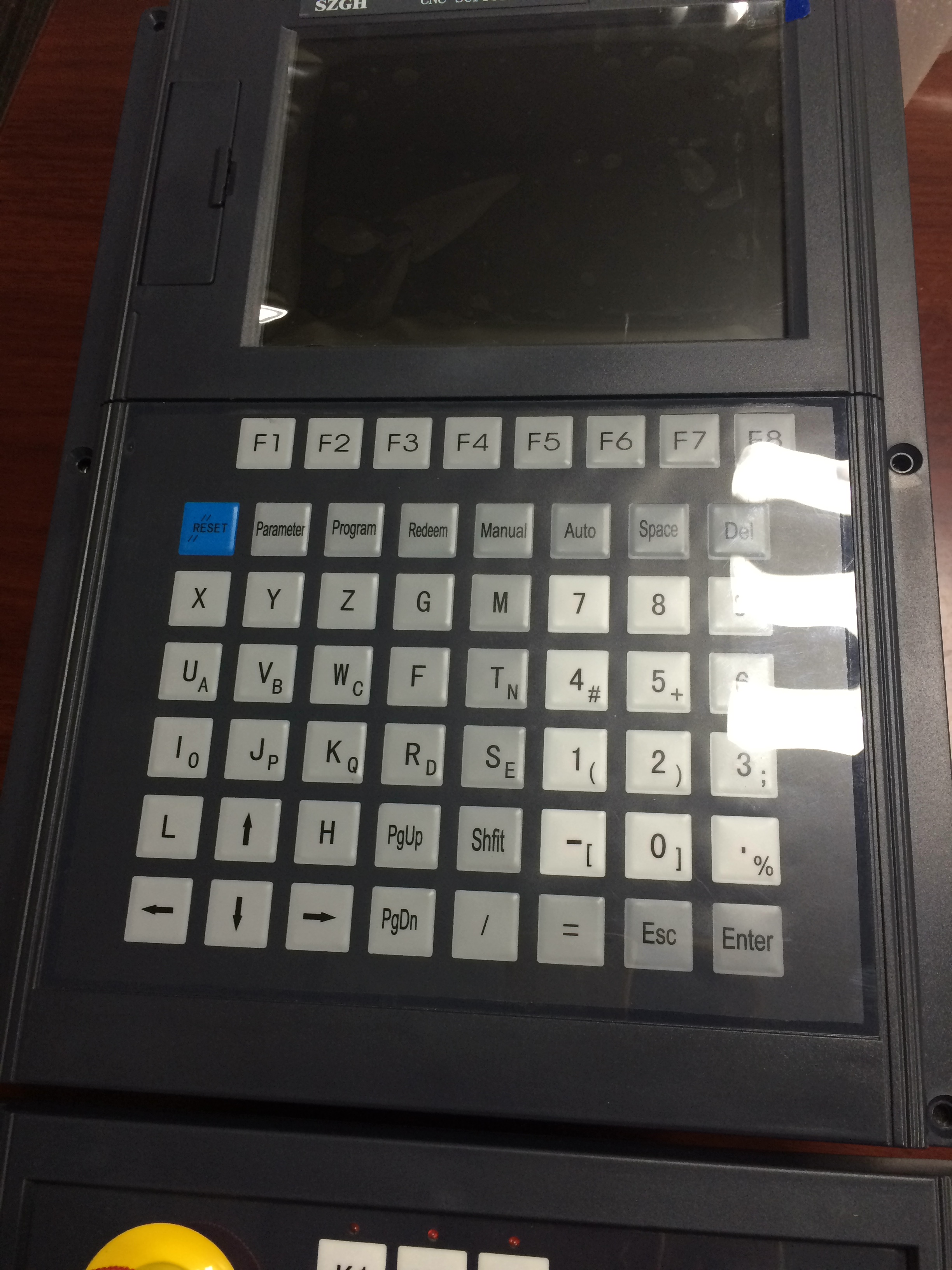
Three To Five Axis Cnc Milling Controller , Computerized Numerical Control Cnc Machine Controllers
Features:
1) adopt modbus technology , and ARM, DSP , and FPGA , very high performance.
Support ATC function!!(Linear Tool Magazine)!
Application: CNC milling machinery; machining center; milling center; wood working machine; numerically control grinder

Technical Specifications
| controllable axes | X.Y.Z.A.B,C six axes | ||
| linkage axes | Arc 2-3 axes, liner 2-6 axes | ||
| pulse equivalent | X.Y.Z.A.B,C | axes | 0.001mm |
| pulse equivalent | X.Y.Z.A.B,C | axes | 0.001mm |
| max speed | X.Y.Z.A.B,C | 60000mm/min | |
| cutting speed | 1-10000mm/min | ||
| program size range | min input unit | 0.001mm | ± 99999.999 |
| 99 tools management | |||
| program code ISO-840 international standard | |||
| program coordinate system definition ISO-841 | |||
| chassis protection complies with regulation of IP43 | |||
| Tool compensate | length compensate, tool top compensate, C compensate(G40,G41,G42) | ||
| input and output | I/O 56X32 | ||
| feeding speed | 0.01-30m/min | ||
| straight line interpolation | G01 | ||
| arc interpolation | G02/G03 | ||
| screw thread cutting | G32 | ||
| end face cutting circle | G94 | ||
| screw thread cutting circle | G92 | ||
| mixed mode screw thread cutting circle | G76 | ||
| inch/metric programming | G20 and G21 | ||
| feeding mode command | G98 and G99 | ||
Standard G codes list
G code | groups | function | ||
G00 | 01 | Fast decides | ||
G01 | The straight line inserts makes up | |||
G02 | Inserts along the circle makes up/the spiral line to insert makes
up CW: The spiral motion spiral line inserts makes up the 2 circular arcs insert makes up the axis synchronization
migration other axes. The instruction method only is simply adds on is not the circular arc inserts makes up the axis the shifting
shaft | |||
G03 | The counter circle inserts makes up/the spiral line to insert makes
up CCW | |||
G04 | 00 | pause | ||
G15 | 17 | Polar coordinate instruction cancellation | ||
G16 | Polar coordinate instruction: The polar coordinate (radius and
angle), the angle to is chooses the plane the first axis to anti-clockwise changes, but the
negative direction is clockwise changes . Form : G** G## G16 G00 IP G**Expresses the plane chosen G## mean G90Work piece coordinate system
original point G91Current position Assigns the polar coordinate and zero point | |||
G17 | 02 | Choose the X Yplane | XX axis or its parallel axis YY axis or its parallel axis ZZ axis or its parallel axis | |
G18 | Choose the Z X plane | |||
G19 | Choose the Y Z plane | |||
G20 | 06 | Inch input | ||
G21 | Millimetre input | |||
G28/G281/G282 /G283/G284 | 00 | Go to first reference point | ||
G30/G301/G302 /G303/G304 | Go to 2,3,4 reference point | |||
G26 | ZXY axis go to program original point | |||
G261 | X axis go to program original point | |||
G262 | Y axis go to program original point | |||
G263 | Z axis go to program original point | |||
G264 | A axis go to program original point | |||
G265 | B axis go to program original point | |||
G40 | 07 | Cancel tool radius compensate | ||
G41 | tool radius compensateleft | |||
G42 | tool radius compensateright | |||
G43 | Tool lenthen positive compensate | |||
G44 | 08 | Tool lenthen negative compensate | ||
G45 | 00 | Tool adding offset | ||
G46 | Tool subtact offset | |||
G47 | Tool adding two multiple offset | |||
G48 | Tool subtact two multiple offset | |||
G49 | 08 | Cancel tool lengthen compensate | ||
G37 | 11 | Cancel scale zoom | ||
G36 | Enable scale zoomformatG36 X_Y_Z_R_ | |||
G12 | 22 | Cancel programmer mirror | ||
G11 | Enable programmer mirror | |||
G52 | 00 | Set local coordinate | ||
G53 | 14 | Chocie coordinate | ||
G54 | Chocie work coordinate 1 | NoteThese six work coordinate save in CNCuser may choice any one | ||
G55 | Chocie work coordinate 2 | |||
G56 | Chocie work coordinate 3 | |||
G57 | Chocie work coordinate 4 | |||
G58 | Chocie work coordinate 5 | |||
G59 | Chocie work coordinate 6 | |||
G60 | 15 | exactitude stop | ||
G64 | Continue path work | |||
G68 | 16 | rotate coordinateformat G17 G18 G68 a-b- R-; R:Angle G19 | ||
G69 | Cancel rotate coordinate | |||
G73 | 09 | Drill deep hole cycleformat G73 X-Y-Z-R-Q-F- L - Zdistance from R to hole bottom Rdistance from original to R Qfeed depth every time Ffeed speed Lrepeat time | ||
G74 | Left Tap cycleformatG74X-Y-Z-R-P-F- L - | |||
G80 | Cancel cycle mode | |||
G81 | Drill cycleformat G81 X-Y-Z-R-F- L - | |||
G82 | Drill cycleformatG82 X-Y-Z-R-P-F- L - | |||
G83 | Drill cycleformat G83 X-Y-Z-R-Q-F- L -P- | |||
G84 | Right Tap cycle formatG84 X-Y-Z-R-P-F- L - | |||
G85 | Drill cycleformat G85 X-Y-Z-R-F- L - | |||
G86 | Drill cycleformatG86 X-Y-Z-R-F- L - | |||
G89 | Drill cycle G89 X-Y-Z-R-P-F-L- | |||
G90 | 03 | Absolute program | ||
G91 | Increase program | |||
G98 | 10 | Go back to origorinal point | ||
Product show


Appearance Dimensio






