Active Member
|
[China]

Address: Room 421, Zhishang Science and Technology Building, 1986 Taishan West Road, Tianyuan District, Zhuzhou, Hunan, China
Contact name:Bruce Xie

Zhuzhou MMM New Material Co., Ltd. |

|
|
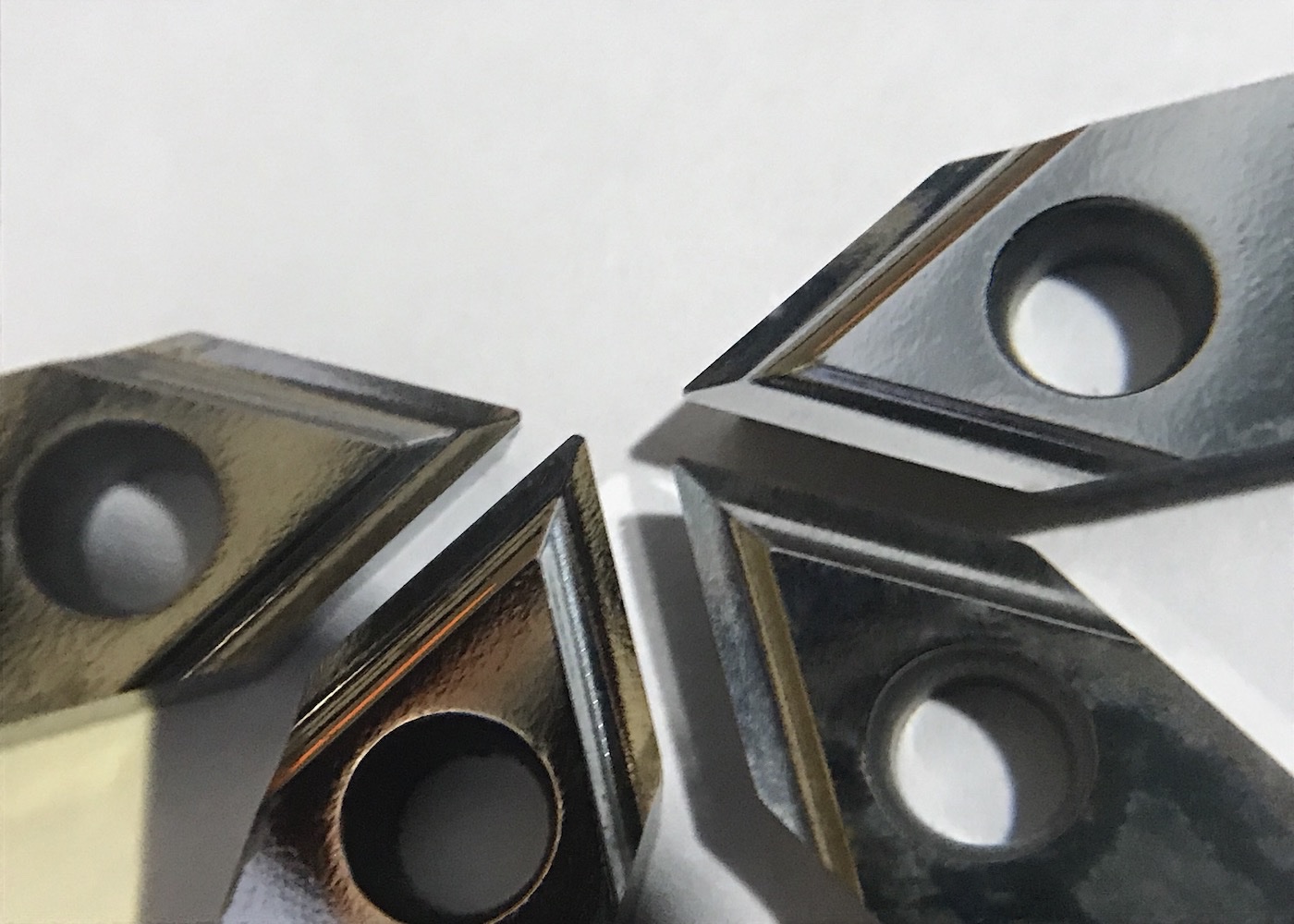
Uncoated Carbide Inserts For Aluminum Turning, Non-standard customization
Application:
Feature Advantage:
Grade |
Coating |
Performance | Equivalent Grade |
MN10 |
Uncoating |
|
H10 |
Serial |
Type |
MN10 |
| C | CCGX09T3 * -AL | ★ |
| C | CCGX1204 * -AL | ★ |
| D | DCGX11T3 * -AL | ★ |
| S | SCGX09T * -AL | ★ |
| S | SCGX1204 * -AL | ★ |
| T | TCGX16T3 * -AL | ★ |
| T | TCGX2204 * -AL | ★ |
| V | VBGX1604 * -AL | ★ |
| V | VCGX1604 * -AL | ★ |
Technical Information:
Recommended Cutting Parameters:
| MN10 | ||||
| Feed (mm/rev) | ||||
| 0.05 - 0.35 | ||||
ISO |
Material |
Heat Treatment | Hardness (HB) |
Speed (m/min) |
| N | Aluminum Alloy | Un-Heat Treatment | 60 | 1750 - 800 |
| N | Aluminum Alloy | Heat Treatment | 100 | 510 - 250 |
| N | Cast Aluminum Alloy | Un-Heat Treatment | 75 | 460 - 175 |
| N | Cast Aluminum Alloy | Heat Treatment | 90 | 300 - 110 |
| N | Copper Alloy | Lead Alloy | 110 | 610 - 205 |
| N | Copper Alloy | Copper | 90 | 310 -195 |
| N | Copper Alloy | Copper, Lead-free Copper, Electrolytic Copper | 100 | 225 - 115 |