Active Member
|
[China]

Address: 25 Building, No.1 Hua ke Three Road, Huayuan Industry Zone, Tianjin,China
Contact name:

Greentech (Tianjin) Anti-corrosion Engineering Tech Co.,Ltd |

|
|
Bule Color Valve Epxoy Powder Coating Corrosion Resistant Environmental
The thickness of valve is thick and uneven, the shape of valve is irregular, therefore it is hard to heat valve. When moved, it occur collision which cause destroying the coating. According to the characteristics of the valve, we develop special powder coating for the valve.
The features of coating:
| Composition | It is made of modified epoxy resin, curing agent, pigment, filler and other additives through processing. | |
Main features | Convenient coating, good curing speed, high working efficiency and applicable to assembly line work Hard, durable coating, good impact resistance, adhesive force, protection within large temperature range and long-term anti-corrosive effect; Good flexibility and anti-bending performance, and resistance to cathodic disbanding; Good resistance to chemicals, solvent, water, sewage and sea water. | |
| Application | It is applicable to the coating of long-distance pipelines, steel bar for construction and pipelines with flanges, elbows, valves, pumps, etc. | |
| Product series | Powders in different colors can be made according to customers’ requirements. | |
Technical indexes | ||
| 1. Quality index of anti-corrosive epoxy powder paint | ||
| Appearance | Uniform gloss and no block | |
| Density g/m³ | 1.3-1.5 | |
| Granularity distribution | 150 μm, powder on sieve ≤ 3.0, 250 μm, powder on sieve ≤ 0.2 | |
| Gel time (s) | 180℃≤90 200℃≤30 | |
| Content of nonvolatile matter % | ≥99.4 | |
| Horizontal flowability | 22-28 | |
| Content of magnetic material | ≤0.002 | |
| 2. Quality index of anti-corrosive epoxy powder paint layer | ||
| Appearance | Smooth surface, uniform gloss, no bubbles, cracks or shrinkage. Slight orange peel is allowed. | |
| Adhesive force (prying and stripping method) | 1-3 | |
| Bend resistance 2.5 | The coating is free from cracks (ambient temperature) | |
| Strength for 1.5 J impact resistance | Without pin hole | |
| Abrasive resistance (shakeout method) L/mg | ≥3 | |
| Film thickness μm | Common type: 300-400, the improved type: 500±50 | |
| Cathodic disbanding 24 h or 48 hmm | ≤8 | |
| Section porosity | Grade 1-2 | |
| Bonding plane porosity | Grade 1-2 | |
| Volume resistivity Ω.M | ≥1×1, 013 | |
| Electrical strength mv/m ≥30 | ≥30 | |
| Curing condition | 180℃≤5 230℃≤1.5 | |
| Method of Application | It is applicable to high voltage electrostatic spraying | |
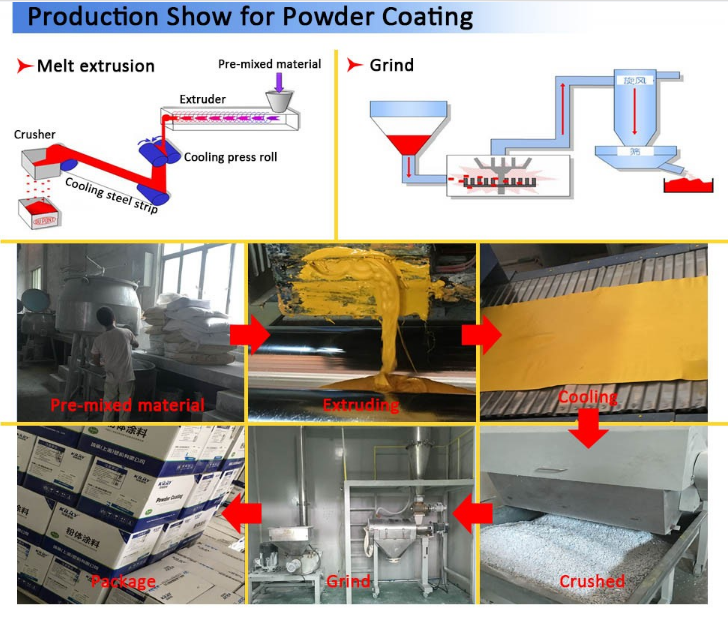
Parameter of Application | 1. Technological process for powder paint External storage----- high temperature quick burning----- shot (sand) blasting treatment----- pre-heating pipelines ----- powder coating----- cooling----- inspecting----- additional coating----- finished products 2. External spraying and coating procedure (1) Getting rid of oil, rust, loose sediment, water, etc. (2) After treatment of blast cleaning or slot blasting, the surface should reach Grade Sa 2.5 and the profile depth is 40-100μm. The surface dedusting should reach near-white grade. The new or old sand should be added uniformly in order to keep the proportion stable. (3) Pre-heat work pieces, the temperature of which should be controlled within 180-240℃ but does not exceed 260℃. (4) Coat the internal anti-corrosive powder paint on surface of work pieces till the required thickness is reached. (5) Deal with curing according to requirements. (6) Cool coating. (7) Inspect surface when the temperature of work piece is below 95℃. (8) Additional coating of omitted part. | |